ТЕХНОЛОГИЯ ОБРАБОТКИ И ОКРАСКИ ПОВЕРХНОСТИ МАСЛЯНЫМИ И СИНТЕТИЧЕСКИМИ СОСТАВАМИ
После проверки качества подготовки поверхности звенья маляров приступают к выполнению операций по обработке и окраске. Перечень технологических операций, подлежащих выполнению, приведен в табл.2.
Проолифку (огрунтовку) поверхности осуществляют при помощи меховых валиков, кистей и установкой безвоздушного распыления. Для обеспечения прочного сцепления со штукатуркой, бетоном и древесиной олифу перед употреблением необходимо подопреть до температуры 40...60 °С. Олифа и грунтовочный состав на основе синтетических связующих тщательно втираются в материал отделываемой конструкции. Порядок выполнения операций валиками и кистями описан выше. Для огрунтовки шпатлевки применяют олифу, в которую вводят густотертую краску.
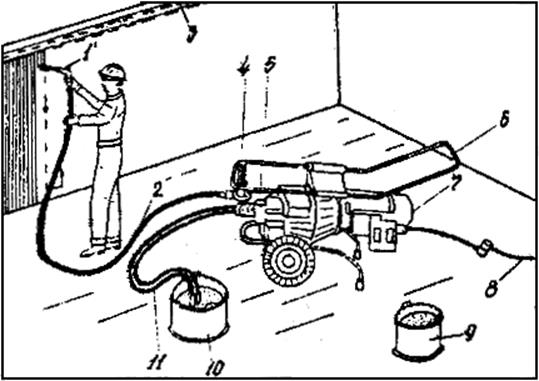
Рис.6. Нанесение грунтовочного и окрасочного состава при помощи агрегата безвоздушного распыления:
1 - краскораспылитель; 2 - нагнетательный шланг; 3 - полоса бумаги; 4 - фильтр; 5 - насос; 6 - рукоять; 7 - электродвигатель; 8 - кабель; 9 - емкость с колером (грунтовочным составом); 10 - расходная емкость; 11 - всасывающий шланг
На рис.6 показана схема нанесения грунтовочного состава на вертикальные поверхности при помощи агрегата безвоздушного распыления 7000Н. Маляр заполняет расходную емкость олифой или грунтовочным составом и опускает в нее всасывающий шланг с фильтром. Краскораспылитель устанавливают напротив обрабатываемого участка и нажатием на крючок открывают подачу состава, медленно перемещаясь по схеме, приведенной на рис.7. Не допускаются пропуски и излишнее нанесение малярного состава на поверхности.
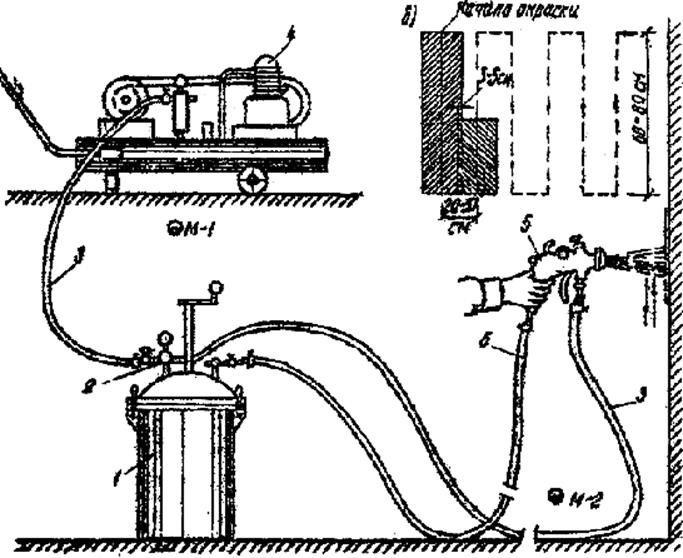
Рис.7. Нанесение эмульсионных, масляных и синтетических составов при помощи окрасочного агрегата:
а - схема расстановки оборудования; б - схема перемещения пистолета-краскораспылителя; 1 - красконагнетательный бак; 2 - редуктор; 3 - шланг для сжатого воздуха; 4 - компрессор; 5 - пистолет-краскораспылитель; 6 - материальный шланг
Сплошное шпатлевание выполняют шпатлевочными агрегатами СО-150, СО-21А и шпателями. Приемы нанесения шпатлевки такие же, как и при обработке поверхности под водные окраски.
В целях сокращения трудозатрат по шлифовке высохшей шпатлевки необходимо использовать малоусадочные составы, которые после нанесения выравниваются шпателем и гладилкой.
Шлифование шпатлевки производят в оптимальные сроки, что позволяет добиться хорошего качества обрабатываемой поверхности. Клеемасляную шпатлевку шлифуют через 10...12 ч, масляную - через 16...20 ч, шпатлевку на основе ПВАЭ - через 2...3 ч. Для шлифовки используют высокошлифовальную машину и приспособления. Приемы выполнения данной операции приведены выше и на рис.4.
Окраску поверхности масляными и синтетическими составами осуществляют окрасочными агрегатами безвоздушного и воздушного распыления, валиками и кистями. Перед нанесением красочного состава мастер и бригадир проверяют качество подавленных и обработанных поверхностей и при наличии дефекта организуют работу по их устранению.
Окрасочные агрегаты проверяют на холостом ходу и затем производят пробную окраску и настройку оборудования. Кроме того, перед окраской необходимо закрыть пленкой или бумагой пол, оборудование, стекла, скобяные изделия.
На рис.7 приведена схема нанесения эмульсионных, масляных и синтетических составов окрасочным агрегатом воздушного распыления. Порядок выполнения операций: подготовка оборудования; заполнение красконагнетательного бака красочным составом; включение компрессора; открытие крана для подачи сжатого воздуха в красконагнетательный бак; нажатие на пусковой крючок краскораспылителя и образование факела; нанесение газа на поверхность; перемещение краскораспылителя.
Для уменьшения потери красочного состава применяют эффективные головки и сопла к краскораспылителю. Продолжается использование агрегатов безвоздушного распыления Финиш-211-1.
Окраска поверхности валиками показана на рис.8. Маляр спускает валик в ванночку, затем прокатывает 3...5 раз по сетке, без резких движений подносит его к поверхности, как показано на схеме, и наносит состав. Вязкость масляных составов должна составлять 40...60 с по ВЗ-4. Схемы движения валика при окраске плоских поверхностей приведены на рис.11, г, д.
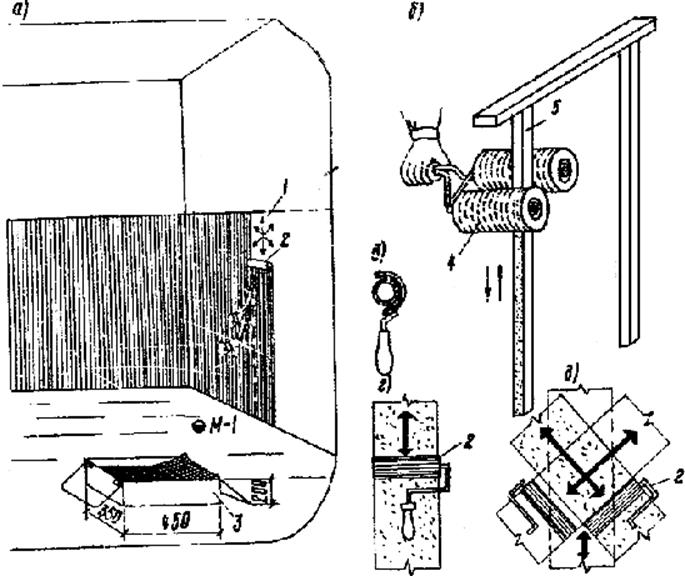
Рис.8. Окраска поверхности валиками:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.