Шпатлевание поверхности вручную выполняют шпателями. Маляр наносит шпатлевку слева направо полосами, перекрывая предыдущую на 3...5 см. Шпатель при движении по поверхности держат под углом 45...80° в зависимости от требуемой толщины шпатлевки (0,1...0,5 мм).
Шлифование шпатлевки производят после ее высыхания плоскошлифовальной машиной и приспособлениями. Маляр оснащает плоскую платформу машины абразивной шкуркой, включает ее в работу и осторожно приставляет рабочую часть к обрабатываемой поверхности (рис.4, а).
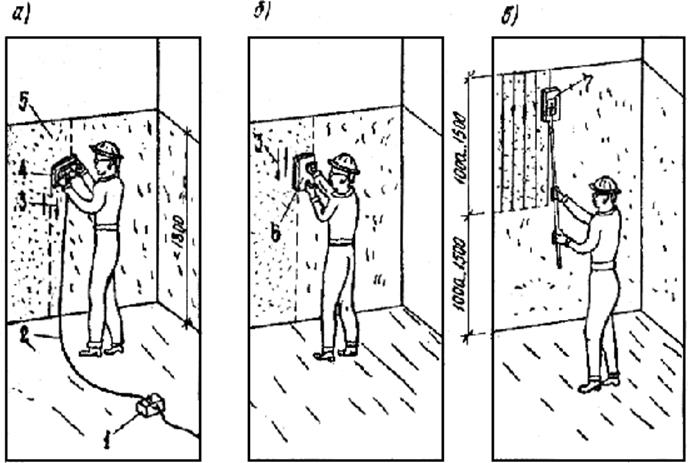
Рис.4. Шлифование шпатлевки:
а - плоскошлифовальной машиной с электрическим приводом; б - приспособлением, снабженный двумя ручками; в - приспособлением с удлиненной ручкой; 1 - трансформатор; 2 - кабель; 3 - направление перемещения шлифовальной машины и приспособления; 4 - плоскошлифовальная машина; 5 - обработанный участок; 6 - приспособление для шлифовки с двумя ручками; 7 - то же с удлиненной ручкой
В процессе шлифования машина должна перемещаться по прямой линии. Степень прижатия рабочей части к поверхности устанавливается опытным путем.
При шлифовании вручную маляр снабжает приспособление абразивной бумагой и перемещает его сверху вниз на вертикальных поверхностях, а на потолках - по направлению света (рис.4, б, в). Далее с поверхности сметают пыль волосяной щеткой или маховой кистью. Целесообразно использовать для этих целей промышленный пылесос.
Окраска поверхности выполняется с целью создания декоративного и защитного покрытия из красочных составов. К окраске необходимо приступать после тщательной и полной подготовки и обработки поверхности, отвечающей требованиям СНиП.
Нанесение колера на поверхность, производят электрокраскопультом, ручным краскопультом, побелочным агрегатом, валиком и кистями.
При помощи электрокраскопульта наносят клеевые, известковые и цементные окрасочные составы. Маляр наполняет емкость колером (рис.5, а), опускает в нее фильтр с всасывающим шлангом, закрывает пробковый кран, включает привод, подносит удочку к окрашиваемой поверхности, открывает пробковый кран (образуется факел распыленного колера), перемещает удочку по спирали, наносит колер полисами. В процессе нанесения колера маляр следит за равномерностью окрашивания поверхности.
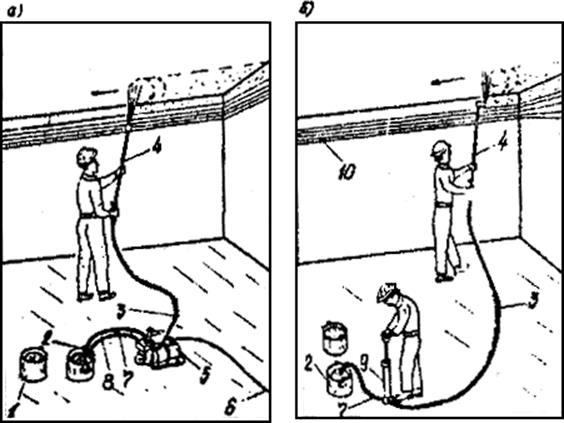
Рис.5. Нанесение водных грунтовочных и водных окрасочных составов при помощи электрокраскопульта (а) ручного краскопульта (б);
1 - емкость с молярным составом; 2 - то же расходная емкость; 3 - нагнетательный шланг; 4 - удочка; 5 - электрокраскопульт; 6 - кабель; 7 - всасывающий шланг; 8 - шланг для обратного сброса малярного состава; 9 - ручной краскопульт; 10 - полосы бумаги
Перед началом окраски на стенах наносят меловую линию по границе верха обоев или окраски безводными составами и ниже данной линии наклеивают полосы бумаги.
На рис.8,б показана схема окраски поверхности ручным
краскопультом. Операции по окраске выполняют два маляра, перед заполнением
расходной емкости колер тщательно процеживают через сито с 1200 отв./см![]() . Рабочая вязкость колера должна составлять
от 16 до 50 с по вискозиметру ВЗ-4.
. Рабочая вязкость колера должна составлять
от 16 до 50 с по вискозиметру ВЗ-4.
Окраска поверхности валиком выполняется так. Маляр окунает валик в ванночку с колером и затем снимает излишки, прокатывая 3 или 4 раза по сетке. Колер наносит путем перемещения валики вначале по вертикали, затем под углом 45° и окончательно вновь по вертикали (на стенах).
Отделку окрашенных поверхностей производят следующим образом: после высыхания краски выполняют торцовку поверхности, накатку рисунка специальными валиками; наносят филенки, бордюр; набивают рисунок по трафарету, осуществляют набрызг, туповку; предварительно маляры выполняют пробные участки отделки.
Звенья маляров обеспечивают нормокомплектом машин, инструментов, приспособлений и инвентаря, приведенным в памятке рабочему-маляру и справочнике строителя "Отделочные работы в строительстве".
Технологические процессы по подготовке, обработке, окраске и отделке поверхности выполняют звенья численностью 2...4 чел.
Требования к качеству поверхностей, окрашенных водными составами: поверхность должна быть однотонной; не допускаются просвечивания предыдущих слоев, отслаивания окрасочной плетки, натаски, отмеливание, полосы, потеки, брызги, пропуски, стыки, выцветы, высолы. Искривления линий при улучшенной окраске - не более 2 мм. Обнаруженные дефекты необходимо устранить в соответствии с рекомендациями справочника по отделочным работам.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.