1 – формирование партий пластин;
2 – обезжиривание;
3 – химическая обработка;
4 – выборочный контроль качества очистки;
5 – снятие стекла и оксида;
6 – плазмохимическое напыление;
7 – имплантация ионов бора;
8 – имплантация ионов фосфора;
9 – переукладка пластин в кварцевую лодочку;
10 – высокотемпературное окисление;
11 – отжиг базы;
12 – окисление низкотемпературное;
13 – отжиг эмиттера;
14 – отжиг стабилизирующий;
15 – разделительная диффузия;
16 – вплавление алюминия;
17 – переукладка пластин в кассету;
18 – определение толщины оксида;
19 – снятие оксида с пластины;
20 – измерение поверхностного сопротивления;
21– измерение глубины диффузионного слоя;
22– нанесение пленки алюминия;
23 – нанесение пленки фоторезиста и термокомпрессионная сушка;
24 – контроль выборочный;
25 – совмещение и экспонирование;
26 – проявление фотослоя;
27 – контроль качества проявления (выборочно);
28 – травление оксида;
29 – контроль качества травления (выборочно);
30 – травление металла;
31 – контроль травления металла (выборочно);
32–удаление фоторезиста;
33 – контроль полноты удаления фоторезиста;
34 – контроль после фотолитографии;
35 – контроль вольт-амперных характеристик;
36 – контроль по тестовым структурам;
37 – контроль статических параметров ИМС;
38 – упаковка пластин
Технологический процесс как большая система рассматривается на различных этапах производства изделия. Поскольку ТП подвергается воздействию многочисленных факторов, степень влияния которых различна, то совместное их действие приводит к существенному разбросу электрофизических параметров изделий. Для каждого процесса (например, вакуумного напыления, эпитаксии, диффузии) число таких факторов может быть несколько десятков. В течение всего периода изготовления изделие (ИМС) может подвергаться воздействию нескольких сотен технологических факторов. Поэтому анализировать весь технологический процесс возможно только на основе системного подхода с применением ЭВМ.
Любой технологический процесс можно представить, как показано на рисунке.
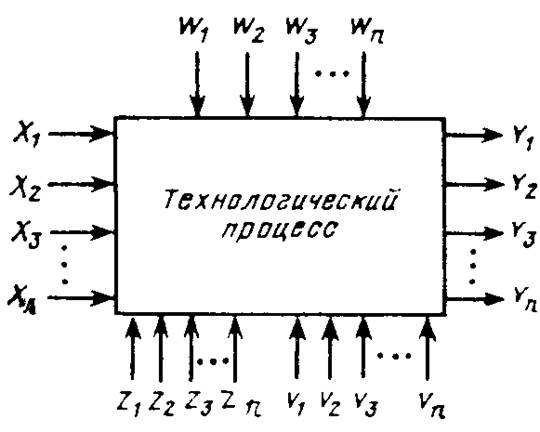
Х1, Х2, ..., Хn – входы системы (подложки, испаряемые материалы, диффузанты и т. д.);
Y1, Y2, ..., Yn – выходы системы (параметры интегральной схемы или ее частей);
Z1, Z2, ..., Zn – контролируемые и управляемые факторы (температура подложек, давление в камере, расход газа и т. д.);
У1, V2, …, Vn – контролируемые, но неуправляемые факторы (чистота исходного кремния, растворов, газов и т. п.);
W1, W2, ..., Wn – неконтролируемые факторы, оказывающие случайные возмущающие воздействия на процесс.
Одной из основных целей исследования технологических процессов, анализа существующих и синтеза новых технологий является решение задач оптимального управления технологическими процессами.
Технологические процессы изготовления радиоэлектронной аппаратуры и, в частности, интегральных микросхем обычно настолько сложны, что наиболее целесообразно изучать их с помощью экспериментально-статистических методов, позволяющих выявить наиболее существенные технологические факторы, определить характер их влияния на качество изделия и построить модель исследуемого процесса.
Одним из первых шагов в использовании методов математической статистики для исследования технологических процессов был дисперсионный анализ. Для многофакторного процесса дисперсионный анализ позволяет оценить дисперсии, вызванные каждым фактором в отдельности, и выявить технологические факторы, оказывающие влияние на выходные параметры изделия. Однако степень и характер этого влияния могут быть определены только с помощью корреляционно-регрессионного анализа.
Корреляционно-регрессионный анализ. Очень часто при изучении сложных технологических процессов из-за воздействия случайных факторов трудно или невозможно расшифровать механизм тех или иных явлений, происходящих при изготовлении изделия. В этом случае функциональная зависимость
![]()
превращается в корреляционную, а полином связывающий выходной и входные параметры процесса, – в уравнение регрессии.

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.