Окно списка аварий - предназначено для отображения всех произошедших аварий и событий. Вид данного окна показан на рисунке 9.
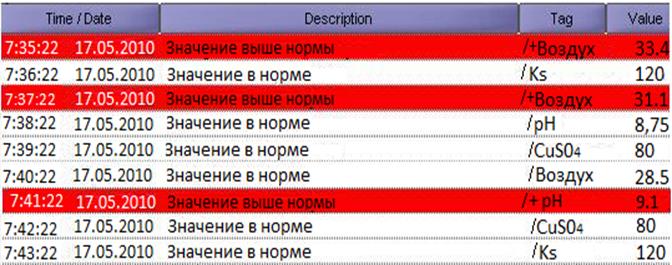
Рисунок 9 – Окно списка аварий
Окно архивных параметров - предназначено для отображения архивной информации (все параметры хранятся и отображаются в виде графиков). Параметры отображения разбиты функционально, по отношению к колонне, на три части.
Окно трендов отображает текущее значение выбранного параметра. Внешний вид окна трендов представлен на рисунке 10.
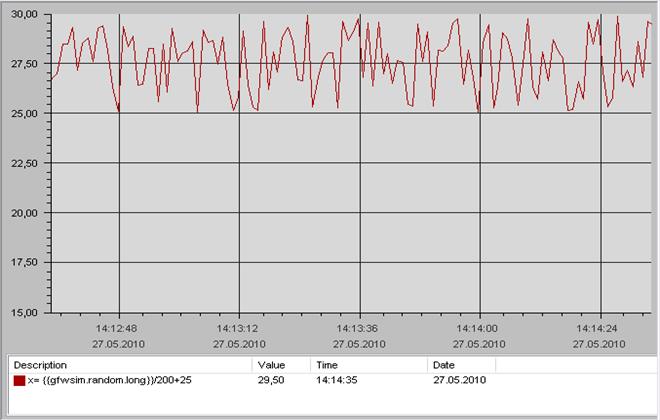
Рисунок 10 – Окно трендов
Вход в систему осуществляется с использованием соответствующего окна, через систему паролей с разграничением уровня полномочий пользователя.
2.9 Описание функциональной схемы
На функциональной схеме автоматизации (СФУ ИЦМиМ КП – 220301.65 – МФ07-09 – А2) представлены системы контроля и регулирования технологических параметров семи из девяти флотомашин. На девять флотомашин предусматривается один шкаф удаленного ввода-вывода на базе Beckhoff BX3100. Оснащение средствами автоматизации двух других флотомашин аналогично.
На схеме изображено основное технологическое оборудование одной линии флотации в составе: флотомашины ФПМ УП-100 и ФПМ УП-16 контактный чан КЧ-100, пульподелитель, зумпф и насос.
Слив гидроциклонов, после отделения щепы через пульподелитель поступает в контактные чаны КЧ-100 для активации сульфидных минералов медным купоросом, в течение шести минут. После агитации с медным купоросом поток пульпы вместе с промпродуктами первой перечистки и контрольных флотаций поступает через загрузочный карман во флотомашины ФПМ УП-100 основной флотации. В этот загрузочный карман также дозируются ксантогенат калия бутиловый и вспениватель оксаль Т-92. Дозируемый вспениватель перед подачей в процесс эмульгируется с водой в двух механических эмульгаторах в отделении приготовления реагентов. Также во все флотомашины с помощью воздуходувок подается сжатый воздух.
Основная флотация содержит три флотомашины ФПМ УП-100. Перечистка концентрата проходит в четырёх флотомашинах ФПМ УП-16.
Автоматическое регулирование уровня пульпы на сливе пульподелителя и флотомашинах.
На пульподелитель 1, флотомашины 5, 9 установлен ультразвуковой датчик уровня The Ргоbе (поз. 1-1, 15-1, 24-1). В процессе работы датчик не контактирует с концентратом. Излученный прибором ультразвук отражается от поверхности продукта и через некоторое время вновь попадает на прибор. В электронном модуле (поз. 1-2, 15-2, 24-2) датчика происходит преобразование излученного и принятого сигнала. В результате на выходе образуется сигнал 4-20 мА, частота которого равна разности частот принятого и излученного сигнала. По разности частот определяется расстояние до концентрата, а затем вычисляется уровень наполнения емкости. Сигнал с выхода The Ргоbе поступает на аналоговый вход контроллера ввода-вывода Beckhoff ВX3100, а затем сигнал по шине Profibus передается на программируемый контроллер SIMATIC S7-300, где происходит его преобразование и сравнение с заданным значением. Если имеется отклонение измеренного значения от необходимого заданного значения, то вырабатывается управляющее воздействие, которое поступает на вход электропневмоцилиндра Camozzi серии 40 (поз. 1-3, 15-3, 24-3). В электропневмоцилиндре происходит преобразование электрического сигнала от программируемого контроллера в пневматическое воздействие, приводящее в движение шток цилиндра. Шток цилиндра сочленен с шиберной заслонкой. В зависимости от вида управляющего воздействия электропневмоцилиндр перемещает шиберную заслонку тем самым, регулируя уровень пульпы на сливе делителя и во флотомашинах. Одновременно с этим вся информация по сети Ethernet поступает на ЭВМ оператора.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.