








МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
Волжский политехнический институт (филиал)
государственного образовательного учреждения высшего
профессионального образования «волгоградский
государственный технический университет»
КАФЕДРА «ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ»
М.В. Даниленко
ПРОЕКТИРОВАНИЕ АВТОМАТИЗИРОВАННОГО УЧАСТКА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Методические указания к практическим занятиям

Волгоград
2011
УДК 621.99
Рецензент
канд. техн. наук, доцент А.В. Авилов
Издается по решению редакционно-издательского совета
Волгоградского государственного технического университета
Проектирование автоматизированного участка механической обработки: метод. указания / сост. М. В. Даниленко; ВПИ (филиал) ВолгГТУ.- Волгоград, 2011. – 15 с.
Рассматривается комплекс вопросов, связанных с проектированием автоматических участков для обработки деталей в серийном производстве. Приведены основные зависимости для разработки структуры участка и основные положения по его компоновке. Предназначены для студентов высших учебных заведений, обучающихся по направлению подготовки дипломированных специалистов «Конструкторско - технологическое обеспечение машиностроительных производств».
Ó Волгоградский государственный
технический университет, 2011
Ó Волжский политехнический
институт, 2011
1. ЦЕЛЬ РАБОТЫ
Практически освоить этапы проектирования автоматизированного участка механической обработки машиностроительного завода.
2. СОДЕРЖАНИЕ РАБОТЫ
2.1. Выбрать исходные данные в соответствии с номером варианта задания.
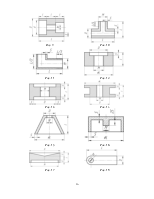
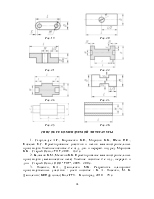
2.2. Разработать рабочий чертеж заготовки.
2.3. Разработать технологический процесс механической обработки детали.
2.4. Определить штучное время обработки детали по операциям.
2.5. Определить номенклатуру и расчетное количество станков, требуемых для выполнения всех операций.
2.6. Определить коэффициенты использования и загрузки оборудования по операциям.
2.7. Выбрать транспортную систему и составить схему расположения станков.
2.8. Выбрать складскую подсистему.
2.9. Выбрать способ удаления стружки и оборудование для его осуществления.
2.10. Определить количество обслуживающего персонала.
2.11. Разработать планировку участка в масштабе (1:50; 1:100).
2.12. Оформить законченную работу.
3. МЕТОДИКА ПРОВЕДЕНИЯ РАБОТЫ
В соответствии с заданием на работу вычерчивается эскиз детали с простановкой размеров, допусков и шероховатости. Определяется тип производства, выбирается процесс, метод и способ изготовления заготовки. Вычерчивается в масштабе рабочий чертеж заготовки. Подсчитываются и проставляются размеры, допуски, шероховатость и назначаются технические требования.
Первичным структурным звеном автоматизированного участка является гибкий робототехнический модуль. Основным параметром работы участка является такт выпуска детали, который может быть определен по формуле:
 , (3.1)
, (3.1)
где t - такт выпуска обработанной детали, мин.;
Фэ – эффективный годовой фонд времени работы основного оборудования, ч.;
N – программа выпуска деталей в год на участке.
Расчет количества технологического оборудования для поточного производства производится по точной программе и предусматривает разработку подробного технологического процесса обработки с техническим нормированием выполнения каждой операции на все изготавливаемые изделия, входящие в программу выпуска.
Расчет числа станков, необходимых для каждой операции, выполняют на основании штучно-калькуляционного времени и объема выпуска каждого наименования изделия, проходящего эту операцию, по формуле:
 , или
, или  (3.2)
(3.2)
где n – число наименований изделий, проходящих данную операцию;
tшт.кi – штучно-калькуляционное время изготовления i-го наименования изделия на данной операции, мин.;
Ni – годовой объем выпуска деталей, шт.
Эффективный годовой фонд времени работы ГПМ составляет: при двухсменной работе 3725 часов; при трехсменной работе 5465 часов.
Штучно-калькуляционное время определяется по формуле:
 ,
(3.3)
,
(3.3)
где tоп.i – оперативное время обработки детали на станке, мин.;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.