6.3. Шпиндельная бабка
Внутри шпиндельной бабкисмонтировав шпиндель и трехступенчатая коробка скоростей, переключающаяся вручную.
Через сквозное отверстие в шпинделе можно пропускать обрабатываемый пруток, а в конус шпинделя устанавливать передний центр.
6.4. Суппорт
Служит для установки и перемещения в заданном направлении резцовой головки с ревущим инструментом. Смонтирован на направляящих станиныи состоит из продольной каретки ипоперечных салазок, имеет двухкоординатное раздельное перемещение (продольное - по oси Z и поперечное - по
оси X)
6.5. Автоматическая шестипозиционная резцовая головка.
Предназначена для последовательной установки в рабочее положение находящихся на готовке режущих инструментов. Резцовая головка закреплена на поперечных салазках суппорта. Резцы, необходимые для выполнения операций, должны быть установлены в позициях инструментальной головки. Возможна установка осевого инструмента (сверла, зенкера и развертки).
Освобождение, поворот, фиксация изажим резцовойголовки осуществляется автоматически по программе.
6.6. Привод главного движения
В конструкцию привода главного движения входят: моторная установка, состоящая из регулируемого электродвигателя постоянного тока мощностью 11кВт с тиристорным преобразователем напряжения; ременная передача с поликлиновым ремнем и шпиндельная бабка. В шпиндельной бабке размещен шпиндельный узел, привод датчика резьбонарезания и трехступенчатая коробка скоростей с механизмом ручного переключения, обеспечивавшая три диапазона частот вращения шпинделя в пределах – 22,4-2240 об/мин*
6.7. Привод продольной подачи
Привод продольного перемещения включает в себя винтовую шариковую передачу (винт-гайку качения), опоры винта, редуктор с передаточным отношением 1:1, электродвигатель постоянного тока и установленный с противоположной стороны датчик обратной связи, который связан с ходовым винтом муфтой.
Передача винт-гайка качения обеспечивает высокую долговечность, низкие потеря на трение, высокую осевую жесткость и равномерность движения суппорта.
6.8. Привод поперечной подачи.
Привод поперечной подачи принципиально не отличается от привода продельной додачи. Винтовые шариковые пары поперечного и продольного перемещение отличаются лишь только диаметрами и шагами винтов.
6.9. Задняя бабка
Задняя байка служит для поддержания обрабатываемой заготовки в центрах. Она имеет электромеханическое устройство для выдвижения пиноли, управляемое от УЧПУ. Посадочный конус в пиноли - Морге №5.
6.10. Устройство для закрепления заготовки в патроне
Станок оснащен патроном с электромеханическим приводом. Нажимом сдвоенную педаль управления вызывается зажим и разжим патрона. При включенном приводе главного движения блокировкой органов управления исключается возможность подачи команды на вне электромеханического привода.
6.11. Датчик резьбонарезания
Нарезание резьбы осуществляется при помощи резьбонарезного датчика ВТМ-1Г, установленного на шпиндельной бабке и кинематически связанного с вращением шпинделя станка. Датчик обеспечивает синхронную связь между приводом шпинделя и приводом подачи. Разрешающая способность датчика 1000импульсов на 1 оборот и один нулевой импульс для отметки "нулевого" положения шпинделя при вводе в нитку, когда резьба нарезается в несколько проходов.
6.12. Панель управления
Станок имеет несколько панелей управления. Одни из них для оперативного контроля и управления работой механизмов размещены в рабочей зоне станка, другие в устройстве ЧПУ.
На рис.6.1 показана 1 панель управления, на которой расположены следующие органы управления:
1 - рукоятка вводного автомата, 2 - блокировка вводного автомата, 3 - кнопка "Подача напряжения",
4 - лампа "Наличие напряжения", 5 - кнопка "Толчок шпинделя",
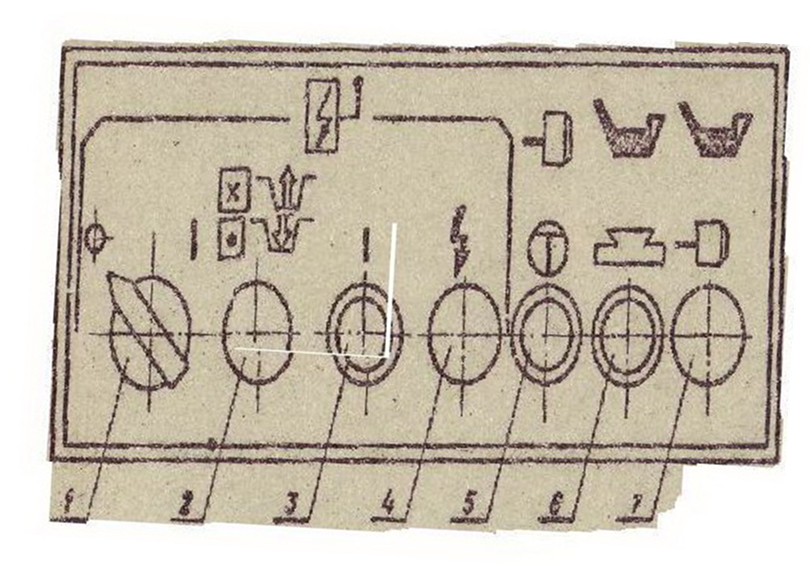 6
-
кнопка "Смазка направляющих станины", 7 - лампа контроля смазки
шпиндельной бабки.
6
-
кнопка "Смазка направляющих станины", 7 - лампа контроля смазки
шпиндельной бабки.
Первая панель управления
Рис. 6.1
На рис.6.2 показана П панель о органами управления: 8 - сигнализатор заземления, 9 - кнопка включения приводов подачи, 10 - кнопка выключения приводов подачи, 11 - переключатель режимов работы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.