1. Подробное словесное описание объекта.
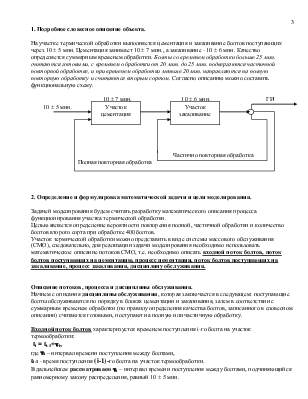
На участке термической обработки выполняется цементация и закаливание болтов поступающих через 10 ± 5 мин. Цементация занимает 10 ± 7 мин., а закаливание - 10 ± 6 мин. Качество определяется суммарным временем обработки. Болты со временем обработки больше 25 мин. считаются готовыми, с временем обработки от 20 мин. до 25 мин. подвергаются частичной повторной обработке, и при временем обработки меньше 20 мин. направляются на полную повторную обработку и считаются вторым сортом. Согласно описанию можно составить функциональную схему.
|
|
![]()
![]()
![]() 10 ± 5 мин.
10 ± 5 мин.
![]()
![]()
![]()
![]()
![]()
![]()
![]() Частично повторная обработка .
Полная повторная обработка
Частично повторная обработка .
Полная повторная обработка
![]()
2. Определение и формулировка математической задачи и цели моделирования.
Задачей моделирования будем считать разработку математического описания процесса функционирования участка термической обработки.
Целью является определение вероятности повторения полной, частичной обработки и количество болтов второго сорта при обработке 400 болтов.
Участок термической обработки можно представить в виде системы массового обслуживания (СМО), следовательно, для реализации задачи моделирования необходимо использовать математическое описание потоков СМО, т.е. необходимо описать входной поток болтов, поток болтов поступающих на цементацию, процесс цементации, поток болтов поступающих на закаливание, процесс закаливания, дисциплину обслуживания.
Описание потоков, процесса и дисциплины обслуживания.
Начнем с описания дисциплины обслуживания, которая заключается в следующем: поступающие болты обслуживаются по порядку в блоках цементации и закаливания, затем в соответствии с суммарным временем обработки (по правилу определения качества болтов, записанного в словесном описании) считаются готовыми, поступают на полную или частичную обработку.
Входной поток болтов характеризуется временем поступления i-го болта на участок термообработки:
ti = ti-1+τi,
где τi – интервал времени поступления между болтами,
ti-1 - время поступления (i-1)-го болта на участок термообработки.
В дальнейшем рассматриваем τi – интервал времени поступления между болтами, подчиняющийся равномерному закону распределения, равный 10 ± 5 мин.
Поток болтов поступающих на цементацию включает поток входных болтов и поток болтов поступающих на полную повторную обработку, т.е., в общем случае, не является эквивалентным потоку входных болтов. Характеризуется временем поступления i-го болта на цементацию:
tiЦ = t(i-1)Ц+τiЦ,
где τiЦ – интервал времени поступления между болтами на цементацию,
t(i-1)Ц – время поступления (i-1)-го болта на цементацию.
Процесс обслуживания на участке цементации можно представить в виде потока обслуженных болтов на участке цементации, который характеризуется временем освобождения i-го болта, т.е. временем окончания обработки участком цементацииi-го болта:
tiЦосв = t(i-1)Цосв+τiЦобр,
где τiЦобр – случайное время обработки участком закаливания i-го болта,
t(i-1)Цосв – время окончания обработки участком закаливания (i-1)-го болта на участке закаливания (время освобождения (i-1)-го болта).
В дальнейшем рассматриваем τiЦобр – время обработки участком цементацииi-го болта, подчиняющееся равномерному закону распределения, равное 10±7 мин.
Поток болтов поступающих на закаливание можнопредставить в виде потока обслуженных болтов на участке цементации и потока болтов, поступающих на частичную повторную обработку. Поток характеризуется временем поступления i-го болта на закаливание:
tiЗ = t(i-1)З+τiЗ,
где τiЗ – интервал времени поступления между болтами на закаливание,
t(i-1)З – время поступления (i-1)-го болта на закаливание.
Процесс обслуживания на участке закаливания можно представить в виде потока обслуженных болтов на участке закаливания, который характеризуется временем освобождения i-го болта, т.е. временем окончания обработки участком закаливания i-го болта:
tiЗосв = t(i-1)Зосв+τiЗобр,
где τiЗобр – случайное время обработки участком закаливания i-го болта,
t(i-1)Зосв – время окончания обработки участком закаливания (i-1)-го болта на участке закаливания (время освобождения (i-1)-го болта).
В дальнейшем рассматриваем τiЗобр –. время обработки участком закаливания i-го болта, подчиняющееся равномерному закону распределения, равное 10±6 мин.
3. Выбор и математическая запись критерия качества моделирования.
В соответствии с поставленной целью - определение вероятности повторения полной и частичной обработки и количества болтов второго сорта при обработке 400 болтов; правилом определения качества болтов записанным в словесном описании (пункт 1), необходимо определить суммарное время обработки болта на участке термической обработки (обработки на участках цементации и закаливания). После чего в соответствие с правилом определения качества болтов, болт направляются на полную повторную обработку и считаются вторым сортом, подвергаются частичной повторной обработке, считаются готовыми. Выбираем критерием качества моделирования суммарное время обработки болта (τiåобр). Математическая запись критерия: τiåобр = τiЗобр + τiЦобр
Тогда по правилу определения качества болтов, записанного в словесном описании болты при суммарном времени обработки:
τiåобр> 25 мин. - считаются готовыми;
25 мин.³ τiåобр ³ 20 мин. - подвергаются частичной повторной обработке;
τiåобр< 20 мин. - направляются на полную повторную обработку и считаются вторым сортом.
Вероятности полной повторной и частичной повторной обработки болтов определим по по формулам Рполн = nполн / N, Рчаст = nчаст / N, где nполн - число болтов направленных на полную повторную обработку, nчаст - число болтов направленных на частичную повторную обработку, N- общее число обработанных болтов (400 шт.).
4. Определение границ модели и характера переменных.
В соответствии с поставленными задачами и целью моделирования – моделированию подлежит весь участок термической обработки. Оставшаяся часть объекта представляется в виде внешней среды. Связь модели с внешней средой представлена входным потоком болтов.
Структура модели примет вид:
τЦобр - 10±7 мин. τЗобр - 10±6 мин.
![]()
![]() τ - 10
± 5 мин.
τ - 10
± 5 мин.
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
В выбранном фрагменте используются следующие переменные:
τ - случайная переменная, принадлежащая внешней среде и определяющая связь модели с внешней средой, представленная входным потоком болтов – определим как наблюдаемую (независимую) переменную, т.е. не подлежащую изменению;
τЦобр , τЗобр – случайные переменная, с помощью которых представлена математическая запись процесса функционирования участка термической обработки – определим как управляемые (изменяемые) переменные, т.е. переменные которые в процессе моделирования можно изменять.
5. Выбор математического аппарата.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.