Во 2-ом периоде скорость сушки определяется внутренней диффузией – перемещением влаги изнутри материала к его поверхности. С начала 2-ого периода поверхность подсохнувшего материала начинает покрываться коркой, и поверхность испарения влаги постепенно уменьшается, что приводит к увеличению сопротивления внутренней диффузии и к непрерывному снижению скорости сушки.
Двум основным периодам сушки предшествует некоторый период прогрева материала да температуры сушки.
Для различных материалов отдельные периоды сушки могут быть различны по времени ли отсутствовать вовсе.
Скорость сушки зависит и от направления движения сушильного агента относительно высушиваемого материала.
Простой процесс сушки реализуется в сушилках ленточного типа непрерывного действия, которые гораздо предпочтительнее периодических вследствие сокращении продолжительности сушки, улучшения качества продукта, значительно более легкого обслуживания. Ленточные сушки применяются для сушки зернистых, кусковых и волокнистых материалов.
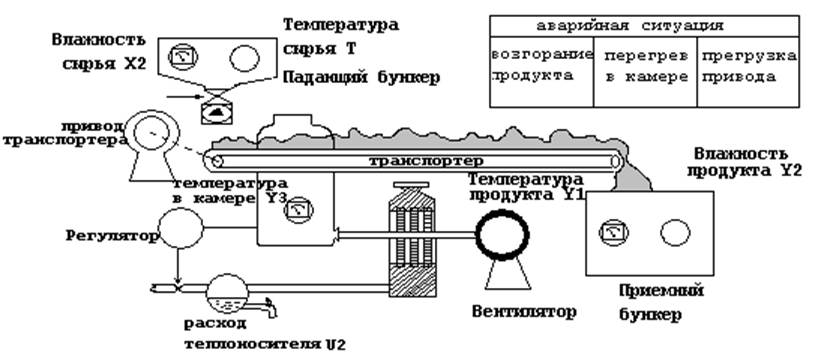
Основной частью сушилок данного типа являются горизонтальная лента (транспортер), которая движется в сушильной камере.
Процесс сушки протекает следующим образом.
Сырье с исходной влажностью x2 и температурой x1 из бункера подается с помощью транспортера в сушильную камеру, куда одновременно нагнетается нагретый воздух (смесь воздуха и топочных газов определенной температуры и влажности).
Передвигаясь от загрузочного сечения к выходу, материал соприкасается с агентом сушки, нагревается до температуры y1; при этом влажность высушиваемого материала снижается до y2.
Под оптимальным процессом сушки следует понимать такой, при котором обеспечивается наилучшее качество продукта при минимальных затратах тепла и электроэнергии.
Рассмотрим факторы, влияющие на ход процесса сушки.
Чтоб процесс сушки был интенсивным и экономичным, начальная температура агента сушки выбирается максимальной в пределах, допускаемых свойствами материала.
При конвенктивной, даже высокотемпературной сушке конечная влажность материала y2 зависит не только от температуры отходящих газов, но и от их влажности. С повышением начальной влажности среды для получения продукта с одной и той же влажностью неоходимо повышать температуру отработанных газов.
На качество готового продукта и интенсивность сушки большое влияние оказывает специальная подготовка материала (дробление, нагревание, разрыхление и т. д.)
Температура материала to также является важным технологическим параметром.
Для определения оптимального режима сушки важно знать не только изменение температуры частицы во времени, но и величину градиента температуры.
Конечная температура материала y1 зависит в конечном счете от влажности x2.
Априорно об объекте не известно, как связаны между собой входы и выходы. В силу того, что исследуемый объект является учебной моделью, на нем уже проведена декомпозиция. То есть, выделены подсистемы с различными типа переходных процессов - более быстрыми, рассматриваемыми как статические, и более медленным, рассматриваемым как динамический. Так же выделены контролируемые управляемые и неуправляемые факторы. В реальных системах пришлось бы решать поставленные выше задачи, исходя из знаний о технологических процессах в объекте.
Для того чтобы предложить алгоритм оптимального управления для рассматриваемого объекта, необходимо его сначала изучить.
1. Проверить, как связаны входы и выходы, какие из них статические, а какие динамические.
2. Как ведут себя контролируемые неуправляемые переменные.
3. Провести идентификацию статических систем.
4. Провести идентификацию динамических систем.
5. Определить какого типа регулятор необходимо использовать в рассматриваемой системе. И параметры оптимального регулятора.
Классификация АСУ ТП.
Общеотраслевые руководящие материалы (ОРММ) по созданию и применению АСУТП в отраслях промышленности ОРММ-2 для классификации АСУТП устанавливают следующие признаки:
- уровень , занимаемый системой в организационно-производственной иерархии.
-характер протекания управляемого технологического процесса во времени, определяемый непрерывностью или дискретностью поступления исходных материалов, сырья и реагентов ,наличием или отсутствием длительных установившихся операций по переработке входных потоков.
-информационная мощность ,характеризуемая числом технологических переменных,измеряемых или контролируемых в данной АСУТП.
-уровень функциональной надежности АСУТП , влияющий на показатели ее эффективности .
-тип функционирования АСУТП, характеризуемый совокупностью информационных и управляющих функций системы.
Исходя из вышесказанного и информации о нашей АСУТП получим:
Кодовое обозначение класса АСУ ТП : код1н13а.
Словесное обозначение класса АСУТП : «Нижнеуровневая АСУ с непрерывным технологическим процессом сушки, относящаяся к автоматическому типу малой условной информационной мощности и высоким уровнем функциональной надёжности».
Стадии, этапы и содержание работ по созданию АСУ ТП.
Стадия1. Техническое задание (ТЗ).
1 Этап. Предварительное обследование ТОУ, сбор исходных данных.
Для получения представления о технологическом процессе сушки составим параметрическую, технологическую, структурную, операторную и функциональную схему.
Параметрическая схема:
Содержание схемы: основные переменные и параметры объекта.
Назначение схемы: выделение объекта моделирования в пространстве координат его поведения.
 |
Контролируемые, но неуправляемые в режиме НЭ возмущения:
X1- температура сырья;
X2- влажность сырья;
Контролируемые управляемые возмущения:
U1- подача сырья;
U2- расход теплоносителя;
Выходные переменные:
Y1- температура продукта;
Y2- влажность продукта;
Y3- температура в камере.
Технологическая схема:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.