8/ Система управления. В основном аналогичны системам управления металлорежущими станками. Наиболее простые системы - цикловые, где количество точек позицирования по каждой степени подвижности ограничивается двумя - начальной и конечной. Числовые системы управления ПР подразделяются на позиционные, контурные и комбинированные. В последнее время всё большее применение находят системы ЧПУ на микропроцессорах. При этом важнейшими параметрами системы становится объем памяти, быстродействие и количество каналов связи с внешним оборудованием. Отличительной чертой системы управления роботами от систем управления станками является всё большее распространение адаптивных систем, позволяющих ПР приспосабливаться к объекту манипулирования и изменяющимся условиям работы.
9/ Точность позиционирования -
определяется отклонением фактической
позиции конечного звена исполнительного механизма от заданной позиции. Точность
роботов можно подразделить на: малую - при линейной
погрешности выше 1 мм; среднюю - при линейной погрешности от 0,1 до 1 мм;
высокую - при линейной погрешности менее 0,1 мм.
10/ Быстродействие - определяется
скоростью перемещения по отдельным степеням подвижности. Подразделяются: малое
быстродействие -
при линейных скоростях до 0,5 м/с; среднее - от 0,5 до 1 м/с; высокое -
свыше 1 м/с.
11/ Метод программирования. По данному параметру ПР подразделяются на: программируемые обучением, программируемые аналитически, самообучающиеся. Первый метод аналогичен программированию на станке с ЧПУ при обработке первой детали. УП формируется в режиме диалога оператора с системой. Оператор с помощью пульта ручного управления роботом осуществляет последовательную отработку необходимых операций /движений/ с последующим занесением информации в запоминающее устройство системы управления. Аналитический метод предполагает предварительный расчёт УП в вычислительном центре с записью информации на перфоленту. Метод самообучения присущ роботам третьего
поколения, когда задается только цель, а алгоритм достижения этой цели и управлявшая программа вырабатывается самой системой управления на основе анализа информации, полученной системой восприятия внешней среды, с последующим запоминанием информации и выработкой соответствующих команд.
|
5.5. Роботы 1-го поколения
Роботы 1-го поколения характеризуется аппаратной /схемной/
реализацией алгоритма работы, жёстким программированием и отсутствием какой-либо адаптации к внешним условиям работы и объекту манипулирования. Такие роботы применяются для замены человека на монотонных, часто повторяющихся операциях, когда заранее известна траектория движения и она может быть легко запрограммирована.
Требования, предъявляемые к системе управления роботом 1-го поколения, относительно невысоки:
- хранить информацию о заданной траектории движения схвата;
- реализовывать алгоритм управления для обеспечения требуемых условий по точности и скорости;
- синхронизировать свою работу с внешними,
обслуживаемыми роботом,
устройствами;
- перепрограммироваться на новую траекторию.
Основные недостатки роботов 1-го поколения следующие:
- требуют точной ориентации объекта манипулирования перед схватыванием;
- требует информации о точном местоположении объекта манипулирования;
- отсутствие регулировки усилий захвата и
приспосабливаться к состоянию схватываемого объекта может привести к смятию ила
поломке
хрупких и тонкостенных предметов, а при недостаточном усилии может
иметь место проскальзывание детали или её полное выскальзывание
из схвата;
- отсутствие приспособления к окружавшей
среде ведёт к тому, что
небольшие изменения от заданных условий влекут к потери работоспособности, а
появление препятствий - к аварии.
Необходимость обеспечения точного местоположения и ориентации объекта манипулирования значительно снижает эффективность работы роботизированного комплекса, так как требует дополнительных устройств или присутствия оператора для обеспечения этих условий.
5.6. Роботы 2-го поколения
Роботы 2-го поколения характеризуются программной реализацией алгоритмов управления /полужёсткое или гибкое программирование/, наличием системы ЧПУ на базе микропроцессора, оснащением сенсорными датчиками /датчиками очувствления/, наличием адаптации к объекту манипулирования, изменяющимся условиям работы и окружающей среде. Однако алгоритм поиска объекта, распознавания образа и адаптации в систему вводит человек /а не вырабатывается автоматически самой системой/.
Информация, поступающая с различных сенсорных устройств, используется в системе управления робота для обнаружения и распознавания объекта, построения цифровой модели, в также для управления движением робота при выполнении различных технологических операций. Примерами операций, где могут использоваться промышленное роботы 2-го поколения, являются следующие: установка и съем детали с подвижного конвейера, захват несоориентированной детали, выбор детали из поддона /из "навала"/, сборочные операции типа "вставить вал в отверстие", "завинтить гайку" и т.п.
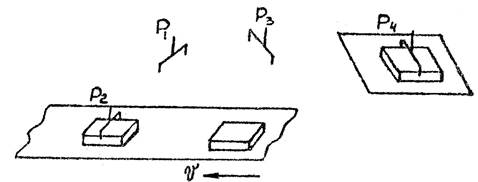
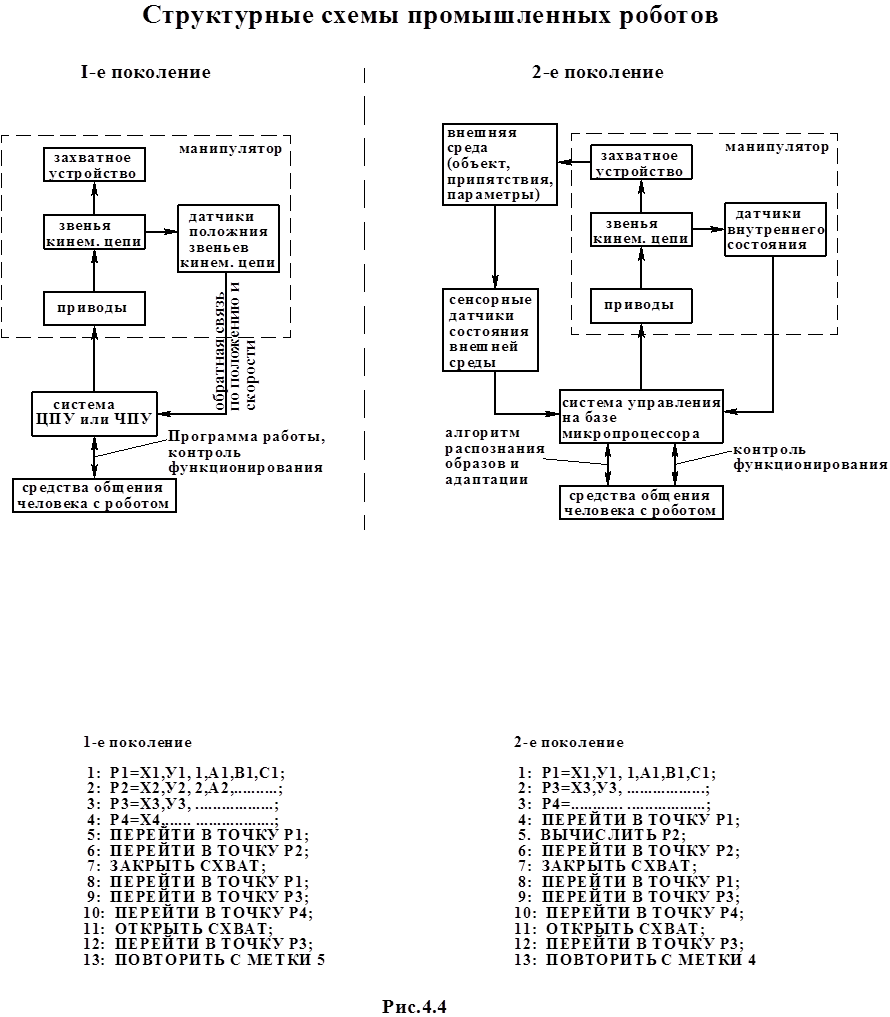
Сравнительный анализ структурных схем роботов 1-го и 2-го поколений представлен на рис.5.3. Примеры написания программы для взятия детали с подвижного конвейера и переноса ее на стол станка представлены на рис.5.5, где /а/ - программа для робота 1-го поколения, когда скорость конвейера постоянна и позиция Р2 строго закоординирована; /б/ - программа для робота 2-го поколения с адаптивной системой управления и устройством технического зрения, когда скорость конвейера переменна и деталь не сориентирована.
|
5.6. Измерительные системы промышленных роботов
Измерительная система промышленного робота обеспечивает сбор, первичную обработку и передачу в систему управления данных о функционировании узлов и механизмов ПР и о состоянии внешней среды. Составные части измерительной системы и возможные варианты реализации её подсистем представлены на рис.5.5.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.