АС самопрограммирования используется при многопроходной обработке на станках. Принцип работы таких систем заключается в том, что в логическое устройство вводятся ограничения на силовой параметр, и оно, на основе исходной информации о фактических размерах и форме заготовки, а также данных об обрабатываемой детали, рассчитывает число и направление проходов. По такому же принципу работают АС, программирующие величину необходимой подачи.
Наиболее перспективно использование АС в станках, оснащенных средствами вычислительной техники, поскольку часть логических операций в этом случае можно возложить на эти средства. В первую очередь это относится к станкам с ЧПУ и станкам, оснащенным мини-ЭВМ.
Управление участками станков с ЧПУ от ЭВМ. Участки станков с ЧПУ представляют собой совокупность станков, вспомогательных устройств и системы управления, объединяющую индивидуальные системы ЧПУ с общей памятью для хранения управляющих программ и обеспечивающую рациональное распределение этих программ между технологическими единицами комплекса. Такая система управления включает ЭВМ с большим объемом внешней памяти, различные периферийные устройства для диалога оператора с машиной, блоки связи с другими системами управления цеха и завода, а также с индивидуальными системами ЧПУ.
Участки станков с ЧПУ предназначены для использования в мелкосерийном производстве, где являются основным средством комплексной автоматизации обработки деталей. Их называют также автоматическими участками (АУ) и автоматическими производствами (АП). Управление АУ можно осуществлять по следующим основным схемам.
1. Каждый станок участка имеет индивидуальные системы ЧПУ, каналы ввода которых связаны с управляющей ЭВМ. При этом программа для каждого станка не записываются на перфоленте, а хранятся в памяти ЭВМ и рационально распределяются между станками. Такие системы по международной классификации называются системами HNC.
По такой схеме выполнен автоматический участок для обработки тел вращения конструкции ЭНИМС (АУ-1). Участок объединяет десять станков с ЧПУ (рис. 263).
На фрезерно-центровальном станке с магазином на 36 инструментов подготовляют базы на деталях тина валов. Два первых токарных станка (мод. 1713Ф3) используются для обработки ступенчатых валов, а третий и четвертый (мод. 1713Ф3) — для обработки фланцев. Станки оснащены револьверными головками для смены инструментов, положение которых контролируется, и по результатам измерений вносится коррекция в управляющую программу. Пятый и шестой токарные станки (мод. 1715Ф3) предназначены для чистовой обработки, а два фрезерных (мод, МА655МФ3) и вертикально-сверлильный (мод. 28135Ф2) станок в конце участка — для фрезерной и сверлильной обработки деталей типа фланцев и плоских кулачков.
Заготовки подают к станкам в ориентированном положении из автоматического склада емкостью 200 кассет, в каждой из которых размещается от 3 до 10 заготовок. Эго обеспечивает запас деталей на 7 —8-часовую работу АУ. Детали из склада к станкам транспортируются на тележках с автоматическим управлением.
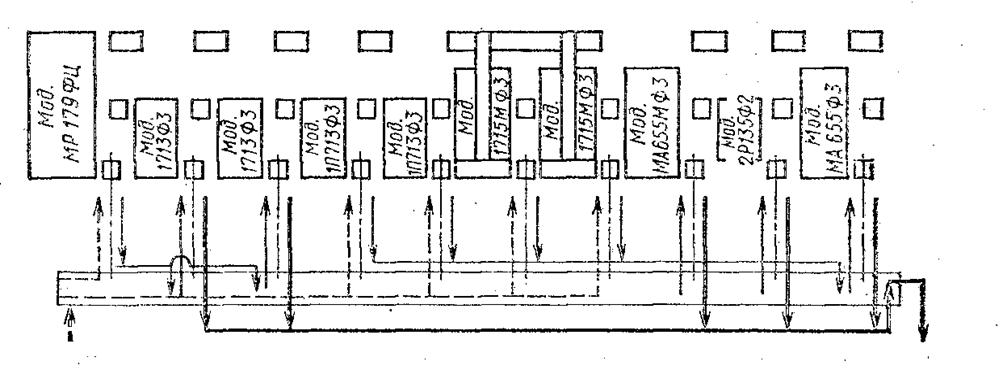
Рис. 263. Планировка автоматического участка обработки тел вращения АУ-I из десяти станков с ЧПУ
ЭВМ оптимизирует загрузку станков, разрабатывает программы, управляет работой склада и автоматической сменой инструмента. АУ-1 позволяет обрабатывать свыше 500 наименований деталей при среднем размере партии около восьми деталей.
2. Часть или все функции индивидуальных систем ЧПУ представлены одной управляющей ЭВМ, а сами системы преобразуются в специализированные блоки управления приводами. При этом аппаратурные решения этих систем заменяются программными, что позволяет сократить затраты на оборудование по сравнению со стоимостью комплекса обычных систем ЧПУ. Такие системы с прямым управлением от ЭВМ называются системами DNC (Direct Numerical Control).
3. Интенсивно развиваются системы ЧПУ, использующие в качестве основного узла стандартную малогабаритную ЭВМ (мини-компьютер или мини-ЭВМ), так называемые системы CNC (Central Numerical Control). Мини-ЭВМ взаимодействуют с управляющей ЭВМ и, помимо гибкости управления и возможности работы без индивидуальных программ, позволяют корректировать программы непосредственно на станке и реализовать алгоритмы адаптивного управления без дополнительных электронных устройств.
4. Разновидностью систем DNC и CNC являются системы SNC. Как и в системах DNC, управление в них осуществляется от одной управляющей ЭВМ, однако они обладают всеми преимуществами систем CNC, поскольку в них выполняются все вычислительные функции мини-ЭВМ, но не аппаратурно, а программно, с помощью специальных микропроцессоров (вычислителей).
Участки станков с ЧПУ, управляемые от ЭВМ, обладают значительной эффективностью.
§ 39. АВТОМАТИЧЕСКИЕ ЛИНИИ (АЛ)
Классификация и структура АЛ. Первая в Советском Союзе автоматическая линия была создана из пяти станков И. П. Иночкиным в 1939 г. на Сталинградском тракторном заводе для обработки и сборки поддерживающего ролика гусеницы трактора. Отечественное машиностроение освоило выпуск автоматических линий самых разнообразных видов и назначения. В настоящее время массовое производство продукции установившегося типа не мыслится без применения автоматических линий (АЛ), представляющих собой два и более металлорежущих станка-автомата, расположенных по ходу технологического процесса и имеющих общую систему управления всеми холостыми ходами цикла обработки. Современные АЛ могут включать и такие операции механосборочного производства, как мойка заготовки, сортировка, сборка соединений, контроль качества обработки до выгрузки, а порой и упаковки без вмешательства рабочего. Все АЛ в металлообработке резанием могут быть разделены по ряду признаков.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.