Рисунок 4.5 – Схемы станков для обработки кромок шпона
а – с гуминовой лентой; б – клеевой нитью; в – клеем
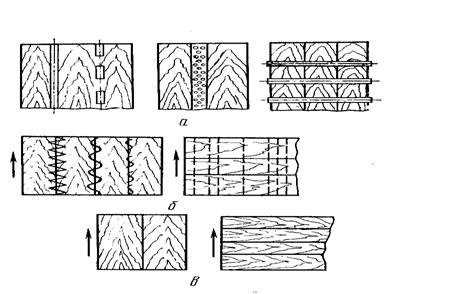
Рисунок 4.6 – Схемы набора форматных листов шпона из деловых кусков
Формирование форматных листов шпона из деловых кусков производится после операции сушки. При этом высушенные деловые куски склеивают по кромке. Перед склеиванием кромки выравнивают (фугуют).
2.2.3 Нанесение клея, сборка пакета, горячее прессование фанеры
- Нанесение клея
Данная операция необычайно важна, поскольку во многом определяет качество получаемой фанеры. При избыточном нанесении клея удорожается продукция, увеличивается ее токсичность, возрастает вероятность просачивания клея на поверхность фанеры и образования пузырей.
Норма расхода клея зависит от марки смолы – основы клея и породного состава сырья и составляет от 0,1 кг/м2 для лиственных пород до 0,15 кг/м2 для хвойных пород. Расход клея на основе фенолоформальдегидных смол несколько выше, чем для клеев на основе карбамидоформальдегидных смол. Клей наносится с двух сторон на четные листы шпона. Формат листов шпона соответствует формату необрезной фанеры. Расход клея на 1 м3 фанеры определяют по формуле
 (4.1)
(4.1)
где Bиl – соответственно, длина и ширина листов сухого шпона, м;
Рнорм – норма расхода клея, кг/м2;
п – число листов шпона в пакете;
Vф – объем листа фанеры стандартного формата, м3.
- Сборка пакета и подпрессовка
Сборка пакетов ведется в соответствии с заданной конструкцией (количество слоев) и сортом фанеры. Листы шпона с нанесенным клеем чередуют с чистыми листами. При этом направление волокон в соседних слоях шпона должно быть перпендикулярным. Листы шпона низших сортов укладывают внутрь пакет.
Собранные пакеты поступают на подпрессовку в холодных прессах. В результате подпрессовки сокращается толщина пакета, обеспечивается более плотный контакт между листами шпона, удаляется воздух и исключается ряд дефектов в готовой фанере.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.