![]() (3.1)
(3.1)
К2 = 1 – коэффициент, учитывающий ослабление посадочного натяга при пониженной жесткости вала или корпуса (для жесткой конструкции К2 = 1).
К3 = 1 – коэффициент неравномерности распределения радиальной нагрузки между рядами тел качения в двурядных роликоподшипниках и сдвоенных шарикоподшипниках при наличии осевой нагрузки на опору (для однорядных подшипников К3 = 1).
![]()
3) Выбор полей допусков
Для циркуляционно-нагруженного кольца подберем посадку в зависимости от диаметра, интенсивности радиальной нагрузки и класса точности. Посадка для внутреннего кольца подшипника
Для местно-нагруженного кольца подберем посадку в зависимости от диаметра, класса точности и величины перегрузки. Посадка для наружного кольца подшипника
4) Определение предельных размеров
Внутреннее
кольцо: ![]()
![]()
Вал:
![]()
![]()
Минимальный
натяг: ![]()
Максимальный
натяг:![]()
Средний
натяг: ![]()
Отверстие
корпуса: ![]()
![]()
Наружное
кольцо: ![]()
![]()
Минимальный
зазор: ![]()
Максимальный
зазор:![]()
Средний
зазор: ![]()

Рис.3.1 Схема расположения полей допусков внутреннего кольца подшипника и вала
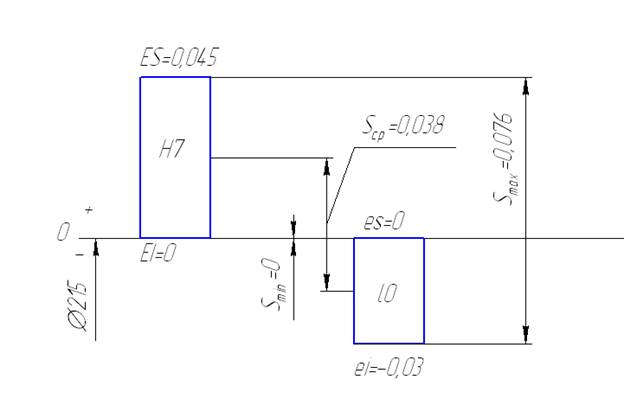
Рис.3.2 Схема расположения полей допусков наружного кольца подшипника и отверстия корпуса
5) Технические требования на рабочие поверхности вала и корпуса
Шероховатость сопрягаемых поверхностей вала, отверстия и торцов заплечиков Ra = 1,6 мкм.
Допуски формы и расположения поверхностей:
а) Допуски круглости и профиля продольного сечения:
- для вала Тф = 6 мкм
- для отверстия Тф = 9 мкм
Таблица 4.1
Исходные данные для расчета шпоночного соединения
|
Диаметр вала, мм |
120 |
|
Ширина и высота шпонки b • h, мм (по ГОСТ 23360) |
32 • 18 |
|
Шпонка |
Крепежная |
|
Тип производства |
Серийное |
|
Количество шпонок в соединении |
1 |
1) Определение размеров шпонки
Найдем размеры шпоночного соединения по ГОСТ 23360-78
b = 32 мм – ширина шпонки S1max = 0,6 мм – радиус скругления или фаска
h = 18 мм – высота t1 = 11+0,2 – глубина паза на валу
l = 90…360 мм – длина шпонки t2 = 7,4+0,2 – глубина паза во втулке
Smin = 0,6 мм – фаска
2) Выбор посадки шпонки в пазы вала и втулки
Предельные отклонения шпонки:
а) Ширина шпонки b = 32h9(-0,062)
б) Высота шпонки h = 18h11(-0,11)
в) Длина шпонки l = 100h14(-0,87)
г) Длина паза под шпонку L = 100H15(+1,4)
Выбор посадок шпонки в пазы вала и втулки зависит от типа производства и назначения шпонки. В данном соединении шпонка крепежная, соединение плотное, производство – серийное.
Принимаем:
паз вала –![]()
паз
втулки – ![]()
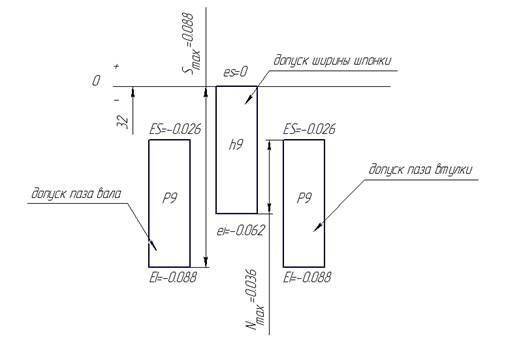
Рис.4.1. Расположение полей допусков на ширину шпонки b
3) Расчет допусков взаимного расположения шпоночного паза
Допуск параллельности равен 0,5Т9, допуск симметричности – 2Т9 от номинальной ширины шпонки.
Т =
0,5∙62 = 31 мкм, Т = 2∙62 = 124 мкм.
Допуск симметричности зависимый, т.к. производство серийное.
Таблица 5.1
Исходные данные для расчета метрической резьбы
|
Болт |
М24х170 ГОСТ 7798-70 |
|
Гайка |
М24 ГОСТ 5915-70 |
|
Длина свинчивания |
Нормальная |
1)Расшифровка условного обозначения резьбы
Резьба метрическая, номинальный диаметр d = 24 мм, шаг крупный. Определяем шаг по таблице: Р = 3 мм.
2)Определение основных размеров профиля
По ГОСТ 24705 определяем основные размеры профиля:
-наружный диаметр резьбы d = 24 мм
-внутренний диаметр D1 = d1 = d-4+0,752 = 20,752 мм (5.1)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.