2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
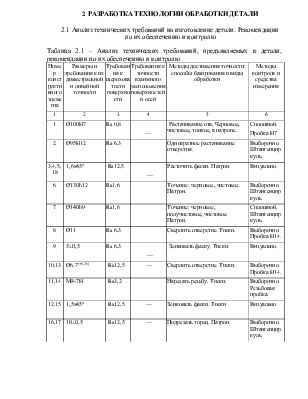
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Ø100H7 |
Ra 0,8 |
— |
Растачивание отв. Черновое, чистовое, тонкое, в патроне. |
Сплошной. Пробка H7 |
|
2 |
Ø95H12 |
Ra 6,3 |
Однократное растачивание отверстия. |
Выборочно. Штангенциркуль. |
|
|
3,4,5,18 |
1,6х45° |
Ra12,5 |
— |
Расточить фаски. Патрон. |
Визуально. |
|
6 |
Ø130h12 |
Ra1,6 |
Точение: черновое, чистовое. Патрон. |
Выборочно. Штангенциркуль |
|
|
7 |
Ø140h9 |
Ra1,6 |
Точение: черновое, получистовое, чистовое. Патрон. |
Сплошной. Штангенциркуль |
|
|
8 |
Ø11 |
Ra 6,3 |
Сверлить отверстие. Тиски. |
Выборочно. Пробка H14. |
|
|
9 |
5±0,5 |
Ra 6,3 |
— |
Зенковать фаску. Тиски. |
Визуально. |
|
10,13 |
Ø6,7(+0,26) |
Ra12,5 |
— |
Сверлить отверстие. Тиски. |
Выборочно. Пробка H14. |
|
11,14 |
М8-7H |
Ra3,2 |
Нарезать резьбу. Тиски. |
Выборочно. Резьбовая пробка. |
|
|
12,15 |
1,5х45° |
Ra12,5 |
— |
Зенковать фаски. Тиски |
Визуально |
|
16,17 |
10±0,5 |
Ra12,5 |
— |
Подрезать торец. Патрон. |
Выборочно. Штангенциркуль |
Окончание таблицы 2.1 – Анализ технических требований
|
2 |
3 |
4 |
5 |
6 |
|
|
19,20 |
69 |
Ra12,5 |
— |
Подрезать торец. Патрон. |
Выборочно. Штангенциркуль |
|
21 |
13 |
Ra12,5 |
— |
Подрезать торец. Патрон. |
Выборочно. Штангенциркуль |
|
22 |
30 |
Ra 0,8 |
— |
Подрезка торца: начерно, начисто, тонкое. Патрон. |
Выборочно. Штангенциркуль |
|
23 |
20 |
Ra 6,3 |
— |
Подрезка торца: черновое, получистовое. Патрон |
Выборочно. Штангенциркуль |
|
24 |
19 |
Ra12,5 |
— |
Подрезать торец. Патрон. |
Выборочно. Штангенциркуль |
2.2.1 Описание метода получения заготовки.
По заводскому технологическому процессу метод получения заготовки- литье в песчаную форму, материал – ВЧ45. Для получения заготовки приготавливают смесь и подают на участок формовки с помощью ленточного транспорта. После подачи смеси проверяют её физико-механические свойства.
После этого идет формовочная операция, где изготавливают нижнюю и верхнюю полуформы. Формы загружают и готовят шихту, которая загружается в суточные бункера, затем идет плавильная операция. Шихту загружают и готовят металл. После проверки осуществляют заливку металла. После проверки осуществляют заливку металла. Затем идет выбивка отливки из формы, отливку отделяют от системы. Качество отливки проверяют внешним осмотрам.
Изготовление: берут одну полуформу, заливают туда чугун, закрывают такой же по размерам полуформой ( излишки чугуна отрезают). Заготовка должна остыть, после чего её вынимают из формы, заготовка получается с нормальными припусками на обработку.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала.
Материал –ВЧ 45
Точность отливки- 10-4-3-10 по ГОСТ 26645-85
Таблица 2.3−Назначение допусков и припусков на отливку
|
Номер поверхности |
Номиналь ный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
|||
|
6 |
Ø130h12-0,4 |
1,6 |
0,32 |
2,0 |
|||
|
19,20 |
69 |
2,8 |
0,24 |
3,2 |
|||
|
16,17 |
10±0,5 |
1,8 |
0,24 |
2,0 |
|||
|
7 |
Ø140h9-0,1 |
1,6 |
0,32 |
2,0 |
|||
|
1 |
Ø100H7+0,035 |
1,6 |
0,24 |
2,0 |
|||
|
2 |
Ø95H12+0,35 |
1,4 |
0,24 |
1,6 |
|||
Таблица 2.4 – Табличный расчет припусков.
|
№ поверхности |
Переходы механообработки поверхности |
Точность обработки |
Припуск табличный, t, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
6 |
Точение получистовое |
h12 |
0.4 |
Ra1.6 |
1.7 2×0.85 |
130 |
|
Точение черновое |
h14 |
0.8 |
Ra12.5 |
5.0 2×2.5 |
130+1.7=131.7 |
|
|
отливка |
2.0 |
Rz800 |
131.7+5=136.7 Ø136.7±1.0 |
|||
|
2 |
Растачивание получистовое |
H12 |
0.35 |
Ra6.3 |
1.7 2×0.85 |
95 |
|
Растачивание чистовое |
H14 |
0.87 |
Ra12.5 |
4.0 2×2.0 |
95+1.7=96.7 |
|
|
отливка |
1.6 |
Rz800 |
96.7-4=92.7 Ø93±0.8 |
|||
|
7 |
Точение чистовое |
h9 |
0.1 |
Ra1.6 |
1.7 2×0.85 |
140 |
|
Точение получистовое |
h11 |
0.25 |
Ra6.3 |
3.0 2×1.5 |
140+1.7=141.7 |
|
|
Точение черновое |
h14 |
1 |
Ra12.5 |
5.0 2×2.5 |
141.7+3.0=144.7 |
|
|
отливка |
2.0 |
Rz800 |
144.7+5=149.7 Ø144.7±1.0 |
|||
|
19.20 |
Подрезка торца |
H14 |
0.74 |
Ra12.5 |
1.3 |
69 |
|
отливка |
3.2 |
Rz800 |
69+1.3=70.3 70.3±0.65 |
|||
|
16.17 |
Подрезка торца |
H14 |
0.43 |
Ra12.5 |
1.0 |
10 |
|
отливка |
2.0 |
Rz800 |
10+1=11 11±0.5 |
|||
Таблица 2.2– Определение последовательности обработки детали.
|
Последовательность механической обработки Ø100H7 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
|||
|
Отливка |
2,0 |
Rz800 |
|
|
|
Расточить отверстие(черновое) |
H14 |
Ra12.5 |
Базируем по наружному обработанному Ø140h9 |
EБ = 0 EЗ = 0.11 Eу =0.11 |
|
Расточить отверстие(получистовое) |
H9 |
Ra1.6 |
Без переустановки детали с заменой инструмента. |
Eу = 0,0055 |
|
Расточить отверстие(чистовое) |
H7 |
Ra 0.8 |
Без переустановки детали с заменой инструмента. |
Eу = 0,00055 |
Погрешность установки:
![]()
где EБ – погрешность базирования, мм;
EЗ – погрешность закрепления, мм;
2.3 РАЗРАБОТКА ПРОЕКТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
В соответствии с типом производства предлагается повысить производительность обработки путем объединения операций и заменой станков.
010 Токарная с ЧПУ 16К20Ф3
подрезать торец 1,точить поверхность Ø140h9, снять фоски на Ø140-0,7,расточить отверстие Ø95H12
020 Токарная с ЧПУ 16К20Ф3
подрезать торец 4, точить поверхность Ø130h12, точить отверстие Ø99.6+0,2, снять фаску в отв. Ø99.6+0,2
расточить отверстие Ø100H7
030 Токарная с ЧПУ 16К20Ф3
подрезать торец 1,точить поверхность Ø130-0,4
подрезать торец 3, точить фаску, расточить отверстие Ø99.6+0,2
снять фаску в отверстии Ø99.6+0,2
расточить отверстие Ø100+0,035
040 Вертикально-фрезерная 6Р12
фрезеровать впадину R14±1
фрезеровать впадину R14±1
050 Фрезерная с ЧПУ ГФ2171
центровать 10 отверстий сверлить 7 отверстий Ø11+0,43
сверлить 3 отверстия Ø6.7+0,26
060 Фрезерная с ЧПУ ГФ2171
центровать 6 отверстий сверлить 6 отверстия Ø6.7+0,26 под резьбу М8-7H
070 Радиально-сверлильная 2Л53У
зенковать 7 фасок в отверстии Ø11+0,43
080 Слесарная нарезать резьбу М8-7H в 9 отверстий
Недостатком базового технологического процесса является использование большого количества станков. С целью концентрации операций, уменьшением численности рабочих, уменьшение норм времени и улучшение качества обрабатываемых деталей целесообразно применить многоцелевой станок.
Таким образом все станки на данных операциях меняем на один многоцелевой станок ИР500ПМФ4
2.3.2 ВЫБОР И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
В качестве чистовых технологических баз следует принимать те элементы детали, которые являются базами конструкторскими и измерительными, что уменьшает погрешность базирования, т.к. выполняется принцип совмещения баз.
В качестве черновых баз на первых операциях назначают те элементы, относительно которых обрабатываются будущие чистовые базы, и используют черновые базы только один раз, лучше, если это будут те поверхности корпуса, которые останутся необработанными в готовой детали.
На операции 010 и 030 заготовку устанавливают в патрон по наружной поверхности Ø130h12 с упором в правый торец. Заготовкалишается четырех степеней свободы по установочной и опорной базах.
На операции 020 заготовку устанавливают в патроне по внутренней поверхности Ø 95H12 с упором в левый торец. Заготовка лишается четырех степеней свободы по двойной направляющей и опорной базе.
На операции 040 заготовку устанавливают в тиски по внутренней поверхности Ø 95H12 с упором в торец. Заготовка лишается четырех степеней свободы по двойной направляющей базе и опорной базе.
На операции 050 заготовку устанавливают в патроне по внутренней поверхности Ø100H7. Заготовкалишается четырех степеней свободы по двойной направляющей базе и опорной базе.
На операции 060 заготовку устанавливают в патрон по наружной поверхности Ø140h9. Заготовка лишается трех степеней свободы поустановочной и опорной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.