АВТОМАТИЗАЦИЯ ТИПОВЫХ
ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
И КОМПЛЕКСОВ
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
по одноименной дисциплине
для студентов специальности 1-53 01 05 «Автоматизированные электроприводы»
дневной и заочной форм обучения
В двух частях
Часть 1
Основные сведения о прокатном производстве
В металлургической промышленности прокатное производство, являющееся одним из основных технологических процессов обработки металла давлением, наиболее широко используют системы автоматизированного электропривода (ЭП).
Прокатный цех является основным при завершении технологической обработки металла в металлургической отрасли. В состав прокатного цеха входят прокатный стан, механизмы для подготовки металла к прокатке, механизмы обработки готовой продукции, вспомогательная служба.
Прокатный стан (ПС) — это сложное устройство, состоящее из большого количества механизмов, объединённых одной технологической линией. В ПС имеются главные механизмы — рабочие валки прокатной клети и вспомогательные механизмы, обеспечивающие непрерывность технологического процесса.
Главные механизмы, предназначенные для обработки металла в одной или нескольких клетях ПС, обеспечивают обжатие металла и придают ему требуемое сечение и форму готовой продукции.
Вспомогательные механизмы предназначены для перемещения рабочих валков, транспортировки и резки металла и других операций, обеспечивающих определённую последовательность технологического процесса прокатки.
Классификация ПС и клетей.
ПС классифицируют по следующим признакам:
1. Назначению;
2. Числу и расположению клетей; 3. Числу и расположению валков;
4. Режиму работы клетей.
1) По назначению ПС разделяют на обжимные станы для производства полупродукта прямоугольного и квадратного сечения (блюминги, слебленги) и заготовочные станы:
— сортовые станы, предназначенные для производства сортового металла, балок, полос и т.д. (балочные, средне- и мелкосортовые, проволочные станы);
— толсто- и тонколистовые станы горячей прокатки, предназначенные для получения листовой стали;
— листовые станы холодной прокатки, предназначенные для производства тонкого и сверхтонкого листа с высоким качеством поверхности;
— трубопрокатные станы;
— специальные станы, предназначенные для прокатки сложных профилей, круглых тел вращения, профилей с винтовой поверхностью и др.
2) По числу рабочих клетей ПС подразделяют на одноклетьевые и многоклетьевые.
Одноклетьевые станы применяются как обжимные, реверсивные толстолистовые станы горячей прокатки и реверсивные станы холодной прокатки, направление прокатки в которых меняется и трубные станы, направление прокатки в которых не меняется. Многоклетьевые станы применяются для прокатки заготовок, сортового и листового металла, труб и т.д.
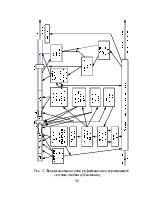
По расположению клетей станы подразделяются на последовательные, линейные, непрерывные, полупрерывные, зигзагообразные и шахматные.
Последовательные станы состоят из нескольких клетей, расположенных последовательно одна за другой, (рис.1,а) а прокатка металла в каждой из клетей происходит отдельно. Каждая клеть имеет свой двигатель для вращения рабочих валков.
Линейные станы состоят из нескольких клетей, валки которых вращаются от одного электродвигателя (рис.1,б). Направление прокатки в линейно расположенных клетях меняется.
Непрерывные станы (рис.1,в) имеют ряд клетей, расположенных последовательно, включая группу клетей, в которых прокатываемый металл проходит одновременно в двух или нескольких клетях и направление прокатки не меняется.
Полунепрерывные станы имеют в своём составе группу клетей и либо реверсивную клеть (рис.1,г), либо линейную группу. Прокатываемый металл имеет направление прокатки.
 Рис.1
Рис.1
3) Клети, в которых происходит основная обработка металла, т.е. изменение геометрии размеров заготовки, классифицируют по количеству и расположению валков, по режиму работы. По количеству валков клети ПС разделяются на 2-х валковые, 3-х, 4-х и многовалковые. Приводными являются, как правило, рабочие валки. В них происходит обжатие металла. В многовалковых в качестве приводных используют как рабочие, так и опорные валки.
По расположению валков клети выполняют с горизонтальными, вертикальными и косыми валками. Некоторые клети имеют как горизонтальные так и вертикальные валки. 2-х валковые и 3-х валковые клети применяются в тех случаях, когда отношение диаметра рабочего валка к его длине > 0,4, что обеспечивает достаточную жесткость валка на изгиб. Такие клети устанавливают на обжимных, заготовочных, сортовых и трубных станах. 3-х валковая клеть имеет один двигатель, 2-х валковая клеть может иметь один или два двигателя с индивидуальным или групповым приводом рабочих валков.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.