Доклад
Сульфанилат натрия (СН) является продуктом для получения анилиновых красителей. Выпускается на Новочебоксарском заводе «Химпром». Производительность СН составляет 400т/год (существующая производительность 300 т/год). Производство непрерывное, технологическая схема отделения синтеза представлена на плакате 1. Синтез проводят в емкостном аппарате, снабженном якорной мешалкой и рубашкой для подачи греющего агента, которым является ВОТ масло АМТ-300).
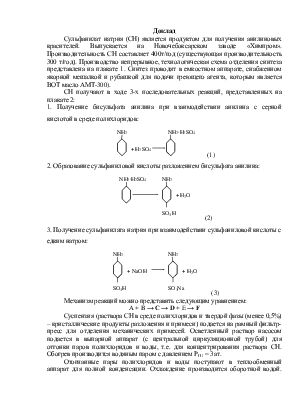
СН получают в ходе 3-х последовательных реакций, представленных на плакате 2:
1. Получение бисульфата анилина при взаимодействии анилина с серной кислотой в среде полихлоридов:
 (1)
(1)
2. Образование сульфаниловой кислоты разложением бисульфата анилина:
 (2)
(2)
3. Получение сульфанилата натрия при взаимодействии сульфаниловой кислоты с едким натром:
 (3)
(3)
Механизм реакций можно представить следующим уравнением:
A + B → C → D + E → F
Суспензия (раствора СН в среде полихлоридов и твердой фазы (менее 0,5%) – кристаллические продукты разложения и примеси) подается на рамный фильтр-пресс для отделения механических примесей. Осветленный раствор насосом подается в выпарной аппарат (с центральной циркуляционной трубой) для отгонки паров полихлоридов и воды, т.е. для концентрирования раствора СН. Обогрев производится водяным паром с давлением РГП = 3ат.
Отогнанные пары полихлоридов и воды поступают в теплообменный аппарат для полной конденсации. Охлаждение производится оборотной водой. Сконденсированные полихлориды и вода поступают в сепаратор для разделения смеси на водный (более тяжелый слой) и полихлоридный (более легкий) слои. Упаренный раствор СН направляется в кристаллизатор. Выделение кристаллического СН ведут в кристаллизаторе периодического действия (снабженного рубашкой охлаждения и рамной мешалкой. Кристаллический продукт отделяется от маточного раствора на фильтрующих центрифугах, а затем упаковывается в бумажные мешки и направляются на дальнейшую переработку).
К недостаткам существующей технологии относятся:
· Нестабильность химического процесса. Время реакций не лимитировано, в течение 30 – 40 мин от регламентного отбираются пробы на содержание продуктов реакции;
· Неполнота реакций приводит к высокому содержанию анилина в отгоняемых полихлоридах, после конденсации и сепарации которых полихлоридная фракция возвращается в производство, а водный слой, содержащий анилин, утилизируется. Увеличение концентрации анилина в парах полихлоридов приводит к увеличению ПДК анилина в сточных водах, соответственно.
На основании этого возникла необходимость в реконструкции существующего производства и модернизации процесса получения сульфанилата натрия, замены существующего оборудования с частичным использованием старого.
Поэтому целью данной работы является определение точного времени реакций и достижение максимально возможных выходов, расчет основного и подбор вспомогательного оборудования отделения синтеза при увеличении производительности на 30%.
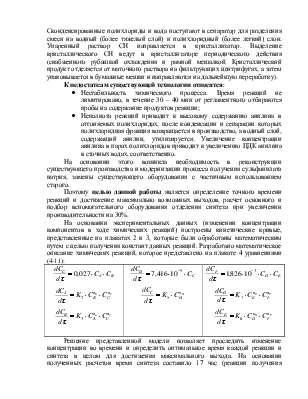
На основании экспериментальных данных (изменении концентрации компонентов в ходе химических реакций) построены кинетические кривые, представленные на плакатах 2 и 3, которые были обработаны математическим путем с целью получения констант данных реакций. Разработано математическое описание химических реакций, которое представлено на плакате 4 уравнениями (4-11):
|
|
|
|
Решение представленной модели позволяет проследить изменение концентрации во времени и определить оптимальное время каждой реакции и синтеза в целом для достижения максимального выхода. На основании полученных расчетов время синтеза составило 17 час (реакции получения бисульфата анилина (1) τ1 = 1,15ч (4500с), образования сульфаниловой кислоты (2) τ2 = 14ч (50400с), получения СН τ3 = 2ч (7200с)).
По оптимальному времени было рассчитано необходимое количество синтезов (247 синтезов) в год для обеспечения заданной производительности и рассчитан объем реакционной массы, который составляет 2,5м3. Для осуществления процесса возможны несколько вариантов: 1 реактор объемом 4м3, 2 реактора по 2 м3 или 4 реактора объемом 1 м3. Как наиболее оптимальный вариант выбран: 4 реактора объемом 1м3. В данной работе произведен расчет данного реактора, определены его геометрические размеры, произведен расчет перемешивающего устройства, мощности, затрачиваемой на перемешивание реакционной массы. Расчетные формулы представлены на плакате 4. Технологический чертеж емкостного аппарата представлен на рис. 5. Упаривание полихлоридов ведут в выпарном аппарате с вынесенной зоной кипения. Такой тип аппарата выбран из-за возможного выделения кристаллов в ходе выпаривания. Технологический чертеж выпарного аппарата представлен на рис. 6. Вторичный пар (смесь полихлоридов и воды) конденсируется в теплообменном, технологический чертеж которого представлен на рис. 7. Расчет реакторного узла, выпарного и теплообменного аппаратов приведены в дипломной записке: составлены материальные и тепловые балансы, рассчитаны поверхности теплообмена, гидравлическое сопротивление аппаратов и трубопроводов, выбрано вспомогательное оборудование.
Производство СН полностью автоматизировано. Контроль технологического процесса осуществляют постадийно, измерением температуру, уровня жидкости и давления в аппаратах. Схема автоматизации представлена на плакате 8.
На плакате 9 представлена таблица экономической эффективности данного варианта отделения синтеза СН. Произведены расчеты амортизационных отчислений, затрат на замену оборудования, инвестиционных издержек, затраты на сырье и материалы, электроэнергию и заработную плату работников. На основании расчетных данных срок окупаемости составил 2 года, что свидетельствует о перспективности данного проекта.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.