Штанга кратного проката могут иметь различную длину в определённом интервале
12
размеров, однако они должны удовлетворять условию двойной кратности:
быть кратными величине длины отрезаемых заготовок L3 с учётом доли отхода на торцевой обрезок LT и кратными длине LK, которая не должна быть меньше Lmin
(минимальная допустимая длина штанг интервального проката), определяемой по прейскуранту (для горячештамповочной качественной стали всех сечений Lmin=2000
мм).
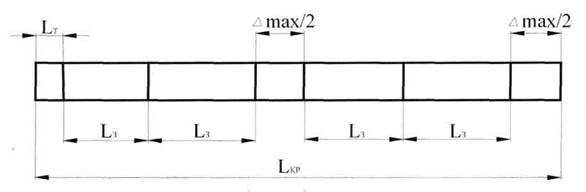
Рис.3. Схема раскроя металлопроката кратной длины.
Кроме торцевого обреза учитывая потери металла, связанные с положительным отклонением длин штанг от номинальных размеров. Они составляют: Атах-предельное отклонение по длине проката. (ГОСТ 2590-88).
Д max = +30мм при LKP < 4м ; Дтах = +50мм при L-< LKP -< 6м A max = +70мм при LKP >■ 6м . Длина кратной штанги:
LK=N- LKP;
где: N - число заготовок;
.т Lmm-LT2000-27,5 __ . „
дг__mm------- 1__------------ >__53д принимаем 53 заготовки.
L337,2 г
LKp - длина расчетной кратной заготовки;
LKP = L3 ■ LT IN = 37,2 • 27,5 /53 = 193мм;
LK=N- LKP=
53 • 19,3 = Ю22лш .
Раскройный коэффициент:
(1022-20-30)
' 1022
4.3. Раскрой мерного проката
Штанги для мерного проката также кратны длина отрезаемой заготовки, но в отличие от интервального проката имеют одну и ту же длину:
lM =N-L3-LT;
где: N - число заготовок при раскрое штанги длиной Imax = бООО.м на обрезке.
дг = Lmaa - Lr=6000-27^5 = принимаем 160.
L337,2
LM=160-37,2 + 27,5 = 5979,5.
Раскройный коэффициент: (5979,5 -70- 20)
' 5979,5
13
4.4. Расчёт нормы расхода металла на поковку
п — ^ЗАГ у
КР
rae:Q
заг - масса заготовки;
КР - расчётный коэффициент;
Ку
- коэффициент учитывающий угар при подогреве; Ку=1,01. Q%P3
a0ж^= 2,244-1,01
КР0,98
Q%P3=
Q^^= 2,244-1,01
#, 0,95
■ e%M
= g^^y =
2,244-1,01
^ 0,98
4.5. Определение стоимости материала
Стоимость заказываемого металла на изготовление одной поковки с учётом реализации раскройных и кузнечных отходов при штамповке и дополнительных затратах на мерность определяется по формуле:
зи=им-[т^м ■ QHP-Р■ fe„, -Qn)]',
где: Им - цены металла по прайскруранту CPtftl'
Пм - дополнительные затраты на мерность (кратность),%; Qnp - норма расхода металла на одну поковку при раскрое металлопроката соответствующей мерности jfifPj'
Р - коэффициент цепки отходов; (Р=0,1-0,2);
{Qnp ~ Qn)" масса расходов при раскрое и штамповке;
Qn - масса поковки''ftfP]'
В соответствии с прейскурантом оптовых цен стоимость проката Им кратной длины на 3%, с мерной на 6%, больш@ > чем интервальной.
Зим=Им- 1—12,31-0,15 -(2,31-2,244) =ЯМ-2,3; Зкм = Им ■ —^ ■ 2,38 - 0,15 • (2,38 - 2,244) = Ии ■ 2,43;
Змм=Им- ^^-2,31-0,15-(2,31-2,244) = #м-2,44.
По стоимости интервальный прокат дешевле и обеспечивает небольшие затраты на раскрой, поэтому выбираем данный вид проката.
14
5. Установление режиме нагрева заготовок и выбор типа нагревательной установки.
Температурный интервал штамповки является одним из самых основных термомеханических параметров, без знания которых невозможна разработка технологического процесса штамповки.
Температурный интервал имеет верхний и нижний пределы. Нагрев металла сопровождается изменением структуры и механических свойств металла: снижение прочностных свойств, а следовательно понижения сопротивлению деформирования; повышение пластичности - уменьшение потребляемой (требуемой) мощности оборудования.
Температурный интервал штамповки зависит от: массы заготовки, степени деформации, химического состава металла, металлургической технологии. Необходимо различать допустимый и рациональный интервал штамповки. Рациональный интервал устанавливается на основе допустимого интервала и опыта освоения технологического процесса.
При выборе типа нагревательного устройства необходимо учитывать следующие требования: требуемая температура; равномерный нагрев по поверхности и по сечению; минимальное окисление поверхности или величину угара и т.д..
В нашем случае при изготовлении детали на автоматической установке AMP-70 "Хатебур" необходимо применение индукционной нагревательной установки, т.к. автомат питается от эл. сети, также применение индукционной нагревательной установки повышает производительность труда, позволяет провести пощую автоматизацию и обеспечить высокую стабильность процесса, улучшить условия труда и сократить псшшметалла на окалииообразование.
15
5.1. Выбор температурного интервала.
Температурный интервал определяют по диаграмме состояния стали, пластичности и рекристаллизации.
Для стали 20ХГНМ температурный интервал составляет: максимальная температура нагрева металла перед штамповкой 1200 °С; минимальная температура окончания штамповки 800 °С. ffj
5.2. Выбор типа нагревательной установки.
Исходные данные:
1) Материал заготовки - 20ХГНМ.
2) Диаметр заготовки - 55мм=5,5 см.
3) Длина заготовки - 3692мм=369,2 см.
шк)Интервал времени через который нужно подавать нагретые заготовки к ковочному механизму. 5) Температура поверхности нагретой заготовки t=1200 °C.
Расчёт индуктора производится в следующем порядке:
^Частота тока: / =-------- ~ [Гц];
1л-5
где: р - удельное электрическое сопротивление стали при 1200
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.