Большие углы заострения β приводят к повышению прочности и стойкости режущего инструмента, но в то же время увеличивают силы резания.
4 Силы резания
Сила резания, приложенная к передней поверхности резца, преодолевает сопротивление металла снятию стружки. Величина силы резания зависит от ряда факторов: рода обрабатываемого материала, размера стружки, углов заточки резца, скорости резания и др.
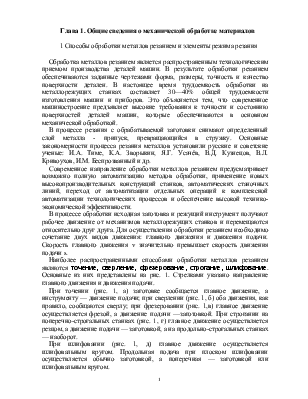
Сила резания Р может быть разложена на три взаимно перпендикулярные составляющие Рx, Рy, Рz (рис.5). Составляющая Px действует в направлении продольной подачи и называется осевой силой, или силой подачи. Составляющая Рyдействует в направлении поперечной подачи и называется радиальной силой. Составляющая Рz, действует в вертикальной плоскости и называется силой резания. Силу резания Рz, необходимо знать для расчета резца, деталей коробки скоростей и других узлов станка на прочность, а также для определения мощности и величины крутящего момента на шпинделе.
 По силе
По силе ![]() рассчитывают,
например, детали механизма подачи станка на прочность. Радиальная сила Рyсоставляет (0,25
рассчитывают,
например, детали механизма подачи станка на прочность. Радиальная сила Рyсоставляет (0,25![]() 0,5)Рz. Равнодействующая Р
всех сил, действующих на резец, будет равна
0,5)Рz. Равнодействующая Р
всех сил, действующих на резец, будет равна
![]() .
.
Сила резания Рz является наибольшей составляющей и создает на обрабатываемой детали крутящий момент:
![]() , где D—диаметр обрабатываемой детали, мм.
, где D—диаметр обрабатываемой детали, мм.
Мощность резания
![]() кВт, где Рz—сила резания, Н; v—скорость
резания, м/мин.
кВт, где Рz—сила резания, Н; v—скорость
резания, м/мин.
Расчетная мощность электродвигателя станка
![]() кВт, где ηст – коэффициент полезного действия станка, для
современных токарных и фрезерных станков: ηст=0,75—0,90, для
сверлильных — 0,85—0,9, для шлифовальных — 0,8—0,85.
кВт, где ηст – коэффициент полезного действия станка, для
современных токарных и фрезерных станков: ηст=0,75—0,90, для
сверлильных — 0,85—0,9, для шлифовальных — 0,8—0,85.
 5 Классификация
режущего инструмента и область его применения в машиностроении
5 Классификация
режущего инструмента и область его применения в машиностроении
По характеру выполняемых работ и форме обрабатывающих поверхностей металлорежущий инструмент делят на различные типы, приведенные ниже.
Резцы токарной группы
![]() Резцы токарной
группы разделяют на проходные – прямые и отогнутые; подрезные, отрезные,
расточные, фасонные резьбовые резцы для тонкого чистового точения, силовые и
др.
Резцы токарной
группы разделяют на проходные – прямые и отогнутые; подрезные, отрезные,
расточные, фасонные резьбовые резцы для тонкого чистового точения, силовые и
др.
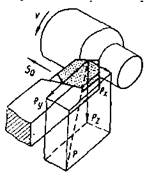
Проходные токарные резцы разделяют на правые и левые. Способ их определения приведен на рис. 6. В зависимости от конструктивной особенности головок входные резцы разделяют на прямые и отогнутые.
Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки (так, чтобы четыре пальца были направлены к вершине) главная режущая кромка оказывается расположенной на стороне большого пальца. При работе такими резцами на токарном станке они перемещаются справа налево (от задней бабки к передней).
Левыми резцами называются такие резцы, у которых при наложении, как указано выше, ладони левой руки главная режущая кромка оказывается расположенной на стороне большого пальца.
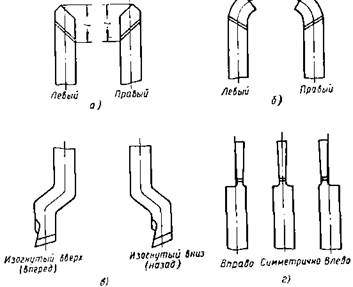
По форме и расположению головки относительно стержня резцы разделяются на прямые (Рис.7, а), отогнутые (Рис.7, б), изогнутые (Рис.7, в) и с оттянутой головкой (Рис.7, г).
У прямых резцов ось прямая. У отогнутых резцов головка резца в плане отогнута в сторону. У изогнутых резцов ось резца изогнута в боковой проекции. У резцов с оттянутой головкой головка уже тела резца. Она может быть расположена как симметрично относительно оси тела резца, так и смещена по отношению к ней; головка может быть прямой, отогнутой и изогнутой.
Очень широкое распространение в массовом производстве на современном этапе получил метод силового резания – вид обработки металлов резанием с повышенными подачами (до 4 мм) при сохранении повышенных скоростей резания 100, 150 и даже 300 м/мин. При силовом точении можно сократить машинное время на обработку детали в несколько раз по сравнению с обычным скоростным точением, при этом можно получить чистоту обработанной детали порядка 4– 6 класса.
Особенность силовых токарных резцов заключается в том, что они имеют заглаживающую режущую кромку длиной более подачи на 0,1—0,2 мм и угол в плане по отношению обрабатываемой детали, равный нулю.
Силовые токарные резцы могут применяться не только для обработки наружных поверхностей, но и для обработки различных внутренних поверхностей.
Таблица 1. Рекомендуемые марки сплавов для режущих инструментов
|
Виды обработки |
Обрабатываемый материал |
|||
|
сталь |
чугун |
цветные металлы |
||
|
Точение Обдирочное с ударной нагрузкой Обдирочное с переменной нагрузкой Обдирочное при постоянной глубине резания Чистовое Алмазное (тонкое) |
Т5К10 T15K6 T5K10 T5K10 T15K6 T15K6 Т3ОК4 Т3ОК4 Т60К6 |
ВК8, ВК6 ВК6, ВК8 ВК6 ВК6. ВК6 ВК8 |
ВК6, ВК8 ВК6 ВК6 ВК6 ВК6 |
|
|
Фрезерование Обдирочное Чистовое |
T15K6 T5K10 T15K6 |
ВК8, ВК6 ВК6 |
ВК6 ВК6 |
|
|
Строгание Обдирочное Чистовое |
Т5K10 T5K10 |
ВК8 ВК6 |
ВК8 ВК8 |
|
|
Обработка отверстий Сверление Зенкерование Развертывание |
T15K6 T15K6 T15K6 |
ВК6,ВК8 ВК6 ВК6 |
ВК6 ВК6 ВК6 |
|
В качестве материала для режущего элемента в силовом и скоростном точении применяют пластины твердого сплава, назначение (рекомендация) которых приведена в табл. 1.
Быстрорежущие стали и твердые сплавы используются для резцов в виде пластинок, закрепляемых на державке резца. Наиболее часто пластинки из быстрорежущей стали привариваются
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.