Настоящие «Правила ультразвукового контроля сварных стыков рельсов, эксплуатируемых в пути» устанавливают:
а) порядок применения УЗК;
б) перечень необходимых средств, материалов и инструмента;
в) порядок подготовки средств НК и рельсов к контролю и проведения контроля;
г) требования к оформлению результатов контроля и оценке качества сварных стыков рельсов по результатам контроля;
д) требования по безопасности при проведении УЗК.
Л.2 Общие положения
Л.2.1 УЗК применяют для выявления в эксплуатируемых сварных стыках рельсов дефектов типа:
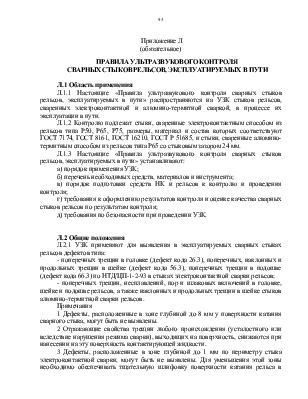
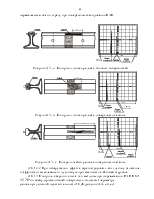
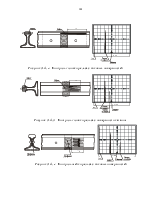
- поперечных трещин в головке (дефект кода 26.3), поперечных, наклонных и продольных трещин в шейке (дефект кода 56.3), поперечных трещин в подошве (дефект кода 66.3) по НТД/ЦП-1-2-93 в стыках электроконтактной сварки рельсов;
- поперечных трещин, несплавлений, пор и шлаковых включений в головке, шейке и подошве рельсов, а также наклонных и продольных трещин в шейке стыков алюмино-термитной сварки рельсов.
Примечания
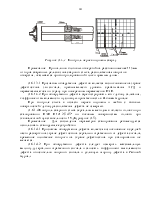
1 Дефекты, расположенные в зоне глубиной до 8 мм у поверхности катания сварного стыка, могут быть не выявлены.
2 Отражающие свойства трещин любого происхождения (усталостного или вследствие нарушения режима сварки), выходящих на поверхность, снижаются при нанесении на эту поверхность контактирующей жидкости.
3 Дефекты, расположенные в зоне глубиной до 1 мм по периметру стыка электроконтактной сварки, могут быть не выявлены. Для уменьшения этой зоны необходимо обеспечивать тщательную шлифовку поверхности катания рельса в строгом соответствии с ТУ 0921-057-01124328-98 и ТУ ЦПТ-80/350.
4 Выявление дефектов алюмино-термитной сварки в шейке и подошве затрудняется ложными сигналами, отраженными от поверхностей перехода облива сварного стыка в основной металл рельса.
5 При УЗК стыков алюмино-термитной сварки рельсов, имеющих болтовые отверстия в концевых участках, зеркальный метод контроля стыков в области шейки не применяют, в связи с чем выявление непроваров в шейке не гарантируется.
Л.2.2 УЗК стыков электроконтактной и алюмино-термитной сварки рельсов, уложенных в пути, проводят при температуре окружающего воздуха не ниже плюс 5°С.
Л.2.3 УЗК сварных стыков выполняет бригада из двух операторов (6¸7 разряда) участка диагностики пути ПЧ, один из которых приказом начальника ПЧ назначается руководителем бригады.
Л.2.4 Операторы, выполняющие УЗК сварных стыков, должны иметь удостоверение об окончании курсов по УЗК стыков электроконтактной и/или алюмино-термитной сварки рельсов, подтверждающее его правоспособность выполнять УЗК сварных стыков.
Л.2.5 Ответственность за выполнение УЗК и оформление его результатов возлагается на оператора, непосредственно проводившего контроль.
Л.2.6 Ответственность за организацию УЗК сварных стыков рельсов в пути возлагается на начальника (мастера) участка диагностики пути.
Л.3 Оборудование, материалы и вспомогательные приспособления
Л.3.1 Комплект оборудования, материалов и вспомогательных приспособлений для УЗК сварных стыков рельсов включает:
а) дефектоскоп локального контроля, соответствующий требованиям п.6 и п.7 «Положения о системе неразрушающего контроля рельсов и эксплуатации средств рельсовой дефектоскопии в путевом хозяйстве железных дорог Российской Федерации» и укомплектованный в соответствии с РЭ дефектоскопа. Дефектоскоп должен позволять включать ПЭП по совмещенной и раздельной схемам, отображать развертку типа А, иметь звуковой сигнализатор дефектов и измерять координаты расположения отражателей в рельсе при работе ПЭП с углом ввода 0°, 45°, 50° и 70°;
б) ПЭП, тип которых приведен в таблице Л.1;
в) ОСО-3Р;
г) сигнальные принадлежности: красный и желтый флажки (2 комплекта), петарды (12 шт.), духовой рожок;
д) устройство сканирования при контроле стыков алюмино-термитной сварки;
е) инструмент (молоток, металлическая линейка 300 мм, зеркало, лупа, кисточка, ветошь);
ж) краска масляная белая;
з) контактирующая жидкость (масло минеральное).
Таблица Л.1 - Перечень ПЭП, необходимых для УЗК сварных стыков рельсов
|
ПЭП типа: |
Количество при УЗК стыков |
|
|
алюмино-термитной сварки |
электроконтактной сварки |
|
|
Наклонный совмещенный ПЭП П121-2,5-45° |
три (два из которых, при необходимости, устанавливаются в устройство сканирования) |
- |
|
Наклонный совмещенный ПЭП П121-2,5-50° |
- |
один |
|
Наклонный совмещенный ПЭП П121-2,5-70° |
один |
- |
|
Прямой раздельно-совмещенный РС ПЭП П112-2,5 |
один |
- |
Л.3.2 Документация оператора, выполняющего УЗК сварных стыков, необходимая при проведении УЗК, включает в себя:
а) рабочий журнал дефектоскопа (форма ПУ 27);
б) журнал регистрации инструктажа по охране труда (форма ТНУ – 19);
в) ТИ по УЗК используемым типом дефектоскопа;
г) бланки уведомлений на замену ОДР;
д) выписка из графика работы дефектоскопных средств на месяц;
ж) ведомости сварных стыков (по контролируемому участку);
з) ведомость изолирующих стыков (по контролируемому участку
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.