

Максимальная твердость наблюдается на поверхности альфированного слоя, где металл наиболее легирован кислородом. Содержание кислорода в альфированном слое и микротвердость его резко уменьшаются в направлении от поверхности вглубь металла.
Окисление титана и насыщение поверхности кислородом начинает идти с заметной скоростью при температуре 550-6000С и усиливается с увеличением температуры и продолжительности нагрева.
Цвет и плотность окисной пленки (окалины) могут быть различными в зависимостиот состава сплава и условий окисления (температуры, продолжительности).
Глубину альфированного слоя можно определить по микроструктуре, измерением твердости и рентгеновским методом.
За величину альфированного слоя принимается слой, микротвердость которого выше микротвердости сердцевины на величину, превышающую разброс твердости при замерах. Допускается альфированный слой с твердостью превышающей твердость сердцевины на 25% и глубиной не более 5мкм.
Повышенный альфированный слой после вакуумного отжига можно удалить следующими способами: травление в ванне облагораживания, пескоструйная обработка.
Недогрев. Проведение операций термической обработки при заниженных температурах или при недостаточной выдержке может привести к получению неудовлетворительной структуры изделия и его пониженным механическим свойствам. Из – за недогрева при отжиге изделий не происходит измельчения зерна, т.е. улучшения микроструктуры и повышения механических свойств материала.
Перегрев. Перегрев выражается в росте зерна, и как следствие этого, снижаются прочность, пластичность и вязкость. Этот вид дефекта может быть получен в результате проведения термической обработки при завышенных температурах или при очень длительной выдержке в области высоких температур.
Деформация и поводки. Изменение размеров и формы изделий происходит в результате сварных, механических и термических напряжений. Такой дефект может быть исправлен повторным отжигом с термофиксацией.
Трещины. В результате неправильно проведенного режима термической обработки в изделие могут возникнуть внутренние и поверхностные трещины. Одной из главных причин появления трещин является альфированный слой. Такой дефект, как трещины является неисправимым видом брака.
В таблице 22 приведены основные дефекты, возникающие в ходе термической обработки на ОАО «Иркутское авиационное производственное объединение» в ходе обработки изделий.
Таблица 16 - Контрольный листок
|
Тип дефекта |
Результаты контроля |
Всего дефектов |
|
1. Альфированный слой |
16 |
|
|
2. Коробление |
80 |
|
|
3. Трещины |
2 |
|
|
4. Перегрев |
2 |
|
|
Прочие |
12 |
|
|
Всего: 112 |
||
На основе данных таблицы 16 строятся диаграммы Паретто и Исикавы. Диаграмма Паретто позволяет выявлять главные проблемы и отражает нежелательные результаты деятельности отделения.
В таблице 17 приведены дефекты изделий и их количественное соотношение.
Таблица17 - Дефекты инструментов
|
№ |
Тип дефекта |
Число дефектов |
Накопленная сумма дефектов |
Доля числа дефектов |
Накопленная сумма, % |
|
1 |
Коробление |
80 |
80 |
71 |
71 |
|
2 |
Альфированный слой |
16 |
96 |
14 |
85 |
|
3 |
Трещины |
2 |
98 |
2 |
87 |
|
4 |
Перегрев |
2 |
100 |
2 |
89 |
|
5 |
Прочие |
12 |
112 |
11 |
100 |
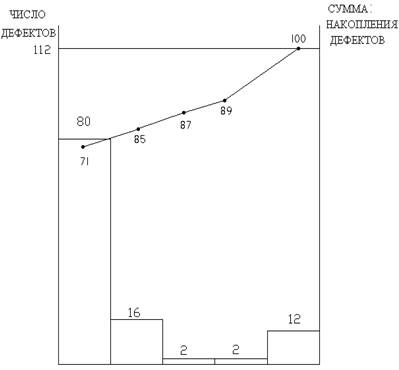
Рисунок 15 - Диаграмма Паретто
Из диаграммы Паретто видно, что наиболее часто встречаемые дефекты – коробление и альфированный слой. Проанализируем на основе причинно-следственной диаграммы (диаграммы Исикавы) причины, которые влияют на образование самого распространенного дефекта – коробление.
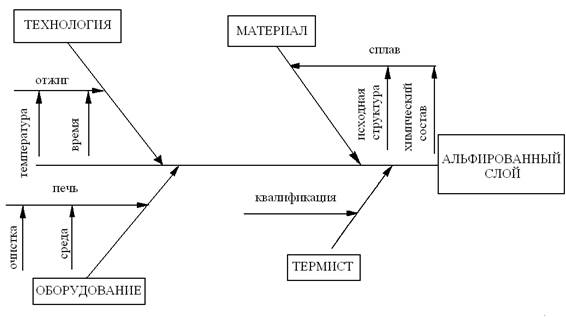
Рисунок 16 - Причинно-следственная диаграмма Исикавы
Как видно из диаграммы (рисунок 16) причины возникновения данного дефекта весьма разнообразны. Во – первых перед загрузкой изделий в печь необходимо провести подготовку поверхности изделия и термофиксирующего приспособления, путем очистки их от загрязнений при помощи ацетона. Подготовка садки к вакуумному отжигу проводится с целью удаления с поверхности загрязнений, которые при отжиге могут перейти в поверхностный слой. Во – вторых, при создании в печи вакуума нельзя допускать натекания, так как титан активно взаимодействует с кислородом, в результате чего на поверхности образуется альфированный слой, что крайне нежелательно. В третьих, температура и время термической обработки должны быть строго регламентированы, так как при не соблюдении режимов термической обработки могут возникнуть неисправимые дефекты.
Контроль за соблюдением технологии возлагается на начальников
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.