




















































Конспект лекций по дисциплине:
“Технология и оборудование автоматизированногопроизводства РЭС”, специальность 200801.
Введение.
Цели автоматизации:
- повышение эффективности производства ( уменьшении себестоимости и времени изготовления),
- ликвидация ручного труда при мелкосерийном и многономенклатурном производстве (разрешение противоречия: максимальной изменчивости производства и необходимостью применения однотипных операций),
- удаление из рабочей зоны человека - как источника загрязнения (дыханием, потом, переносимой пылью, вибрациями,..), и для его безопасности,
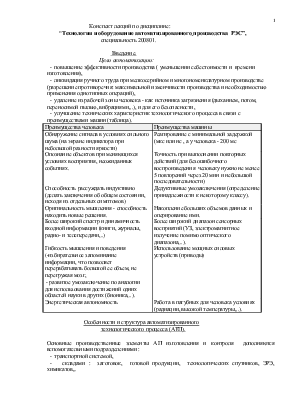
- улучшение технических характеристик технологического процесса в связи с преимуществами машин (таблица).
|
Преимущества человека |
Преимущества машины |
|
Обнаружение сигнала в условиях сильного шума (на экране индикатора при небольшой разности яркости) |
Реагирование с минимальной задержкой (мкс или нс , а у человека - 200 мс |
|
Опознание объектов при меняющихся условиях восприятия, неожиданных событиях. |
Точность при выполнении повторных действий (для безошибочного воспроизведения человеку нужно не менее 5 повторений через 20 мин и небольшой последовательности) |
|
Способность рассуждать индуктивно (делать заключения об общем состоянии, исходя из отдельных симптомов) |
Дедуктивные умозаключения (определение принадлежности к некоторому классу). |
|
Оригинальность мышления - способность находить новые решения. |
Накопление больших объемов данных и оперирование ими. |
|
Более широкий спектр и динамичность входной информации (книги, журналы, радио- и телепередачи,..) |
Более широкий диапазон сенсорных восприятий (УЗ, электромагнитное излучение помимо оптического диапазона,..). |
|
Гибкость мышления и поведения (-избирательное запоминание информации, что позволяет перерабатывать большой ее объем, не перегружая мозг, - развитое умозаключение по аналогии для использования достижений одних областей науки в других (бионика,..). |
Использование мощных силовых устройств (приводы) |
|
Энергетическая автономность |
Работа в пагубных для человека условиях (радиации, высокой температуры,..). |
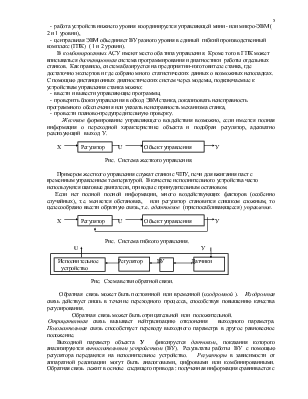
Особенности и структура автоматизированного
технологического процесса (АТП).
Основные производственные элементы АП изготовления и контроля дополняются вспомогательными подразделениями :
- транспортной системой,
- складами : заготовок, готовой продукции, технологических спутников, ЭРЭ, химикатов,..
- участками технического обеспечения : приготовления растворов и газовых смесей, очистки и деионизации воды, уборка отходов....
- экономические подразделения : финансовые, плановые, ...
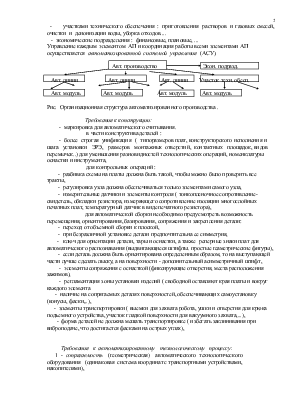
Управление каждым элементом АП и координация работы всеми элементами АП осуществляется автоматизированной системой управления (АСУ).
![]()
![]()
![]() Авт. производство Экон. подразд.
Авт. производство Экон. подразд.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Авт. линии Авт.
линии Авт. линии Участок техн. обесп.
Авт. линии Авт.
линии Авт. линии Участок техн. обесп.
![]() Авт. модуль Авт.
модуль Авт. модуль Авт. модуль
Авт. модуль Авт.
модуль Авт. модуль Авт. модуль
Рис. Организационная структура автоматизированного производства .
Требования к конструкции:
- маркировка для автоматического считывания.
в части конструктива деталей :
- более строгая унификация ( типоразмеров плат, конструкторского исполнения и шага установки ЭРЭ, размеров монтажных отверстий, контактных площадок, видов перемычек..) для уменьшения разновидностей технологических операций, номенклатуры оснастки и инструмента, для контрольных операций :
- разбивка схемы на платы должна быть такой, чтобы можно было проверить все тракты,
- регулировка узла должна обеспечиваться только элементами самого узла,
- измерительные датчики и элементы контроля ( тонкопленочное сопротивление-свидетель, обкладки резистора, измеряющего сопротивление изоляции многослойных печатных плат, температурный датчик в виде печатного резистора), для автоматической сборки необходимо предусмотреть возможность перемещения, ориентирования, базирования, сопряжения и закрепления детали:
- переход от объемной сборки к плоской,
- при безразличной установке детали предпочтительна ее симметрия,
- ключ для ориентации детали, тары и оснастки, а также реперные знаки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.