










































время — коэффициент, который учитывает дополнительное время на переход от одного рабочего места к другому;
Фкор — эффективный (полезный) фонд времени одного контролера за период, на который запланированная программа выпуска изделий.
Статистические методы контроля. При регулировании технологических процессов и приеме изделий (услуг) успешно используются статистические методы контроля[2].
Статистический контроль относится к выборочному активному контролю, в основу которого положено применение методов математической статистики, которые дают возможность оценивать качество большой партии продукции по результатам контроля малой выборки (пробы).
Такая форма контроля проводится по плану-программе, где излагается система данных о виде и методах контроля, объемах партий, которые контролируются, и выборках (пробах), контрольные нормативы (браковочные числа) и решающие правила (методы оценивания качества партий по качеству выборки (пробы)). Статистическое регулирование технологических процессов осуществляется по методу «групп качества» продукции: пригодной и дефектной.
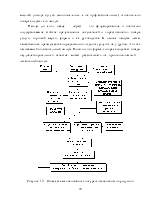
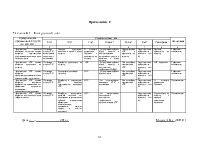
Инструментом статистического контроля являются контрольные карты, форма которых зависит от вида и метода контроля. На рисунке 1.1 приведен пример такой карты, где средняя линия отвечает номинальному значению параметра качества продукции или технологического процесса, который контролируется, и границы регулирования. Две крайних линии показывают верхнюю и нижнюю границы технического допуска, которые равняются 3σ, где σ — среднее квадратичное отклонение параметра, который измеряется:
 (1.2)
(1.2)
где Х1, Х2, Х3…, Хn — фактические значения параметра, который контролируется;
![]() — среднее арифметическое
значение параметра, который измеряется;
— среднее арифметическое
значение параметра, который измеряется;
n — количество деталей в партии.
|
Шкала размеров параметра, который контролируется |
Номер проб и их характеристика |
Параметр |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
… |
… |
… |
… |
||||
|
Зона недостатка |
||||||||||||
|
Технический |
||||||||||||
|
50,10 |
● |
допуск (+3σ) верхний |
||||||||||
|
50,08 |
Контрольный |
|||||||||||
|
50,06 |
● |
допуск (+2σ) верхний |
||||||||||
|
● |
||||||||||||
|
50,04 |
||||||||||||
|
● |
● |
● |
||||||||||
|
50,02 |
||||||||||||
|
● |
● |
●● |
Номинальный |
|||||||||
|
50,00 |
● |
● |
● |
размер |
||||||||
|
49,98 |
● |
|||||||||||
|
49,96 |
● |
|||||||||||
|
49,94 |
||||||||||||
|
Контрольный |
||||||||||||
|
допуск (–2σ) нижний Технический |
||||||||||||
|
49,92 |
||||||||||||
|
49,90 |
допуск (–3σ) нижний |
|||||||||||
|
Зона недостатка |
||||||||||||
Рисунок 1.1. Фрагмент контрольной карты
Линии, которые отвечают +2σ, показывают допустимое случайное рассеяние размеров параметров, которые контролируются, и характеризует удовлетворительное качественное состояние технологического процесса.
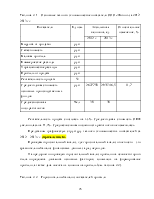
Рекомендуются такие объемы выборок в зависимости от объема партий изделий:
Размер выборки может определяться по формуле, где отображаются все особенности партии, которая контролируется:
![]() (1.3)
(1.3)
где Пвиб — количество изделий (деталей) в выборке;
ε — допустимая погрешность (0,05 ÷ 0,2).
Таблица 1.1 - Объемы выборок в зависимости от объема партий изделий
|
Объем партии |
Объемы выборки |
|
2…8 |
2 |
|
91…150 |
20 |
|
501…1200 |
80 |
|
10 001…35 000 |
315 |
|
150 001…500 000 |
800 |
|
Свыше 500 000 |
1250 |
Результаты проверки наносятся на карту в виде точек и сопоставляются с контрольными линиями. Выход за границы верхнего или нижнего технического допуска свидетельствует о возникновении дефектов (недостатка), тогда вся партия деталей подлежит 100 % (сплошному) контроля. Причины нарушения технологического процесса и возникновения недостатка (износ инструмента, разрегулирование оборудование) срочно устраняется. Сигналом для необходимости переналадки оборудования и регулирование технологического процесса есть выход точек за границы допусков ±2σ, которые контролируются, когда они находятся еще в пределах технического допуска ±3σ.
Методы статистического контроля качества дают возможность контролировать, как правило, один параметр качества продукции или одну операцию технологического процесса. Поэтому нужно составлять соответствующее количество контрольных карт для контроля нескольких параметров продукции и за каждой из них регулировать технологический процесс.
Автоматизация производства и современные технические средства делают возможным беспрерывный контроль за технологическим процессом и управление им.
Метрологическое обеспечение качества. Качество продукции зависит также от своевременного осуществления в полном объеме мероприятий по достижению единства и необходимой точности измерений параметров изделий, материалов и сырье, режимов технологических процессов, характеристик оборудования и инструмента.
Метрология — наука об измерении, научная основа измерительной техники. Она занимается общей теорией измерений, измерительной техникой и прежде всего системой единиц измерения, эталонами из образцовых измерительных средств; разработкам научных основ единства мер и измерений в стране; созданием стандартных и справочных данных и стандартных образцов.
Метрологическое обеспечение осуществляется согласно требованиям нормативных документов, Государственных стандартов (Государственная система обеспечения единства измерений (ДСВ) и стандартов предприятия под методическим руководством и с участием в роботах метрологической службы предприятия.
В широчайшем понимании конкурентоспособность товара — это возможность его успешной продажи на определенном рынке и в определенный промежуток времени. Вместе с тем конкурентоспособной можно считать лишь однородную продукцию с техническими параметрами и технико-экономическими показателями, которые идентичны аналогичным показателям уже проданного товара. Для того, чтобы высококачественный товар был одновременно и конкурентоспособным, он должен отвечать критериям оценивания потребителей конкретного рынка в конкретное время. Понятно, что фактор времени имеет здесь очень весомое значение. То, что нужно потребителю сегодня, может стать абсолютно не нужным
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.