




3.4 Назначение припусков на механическую обработку
Величина припуска для элементарной поверхности детали может быть назначена на основе расчёта аналитическим методом или определения по соответствующим справочным таблицам (ГОСТам).
В технологии машиностроения существуют методы автоматического получения размеров (МАПР) и индивидуального получения размеров (МИПР)/2/.
Рассчитаем припуски на обработку и промежуточные предельные размеры на поверхности Ø3g6 блока зубчатых колёс и Ø3H6 зубчатого колеса. На остальные обрабатываемые поверхности назначить припуски по таблицам /14/.
Заготовка
для блока зубчатых колёс представляет собой пруток из сортового проката,
материал ВТ 14 и массой ![]() .
.
Технологический маршрут обработки поверхности Ø3g6 блока
зубчатых колёс состоит из двух операций: точение (обдирка, черновое и чистовое)
и шлифование черновое и чистовое. Расчёт припусков на обработку приведён в
таблице 3.3, в которой последовательно записываем технологический маршрут
обработки и все значения элементов припуска. Суммарное значение ![]() и
и ![]() ,
характеризующее качество поверхности литых заготовок составляет 150
,
характеризующее качество поверхности литых заготовок составляет 150![]() .
.
После первого технологического перехода ![]() для деталей
из титана исключается из расчётов, поэтому для чернового, чистового точения и
шлифования, находим только значения
для деталей
из титана исключается из расчётов, поэтому для чернового, чистового точения и
шлифования, находим только значения ![]() .
.
Операция точение производится в трех кулачковом патроне с применением цанги, а шлифование производится в центрах.
Суммарное значение пространственных отклонений для заготовок данного типа определяется по формуле (3.7):
![]() ,
(3.7)
,
(3.7)
где ![]() суммарное
значение пространственных отклонений,
суммарное
значение пространственных отклонений, ![]() ;
;
![]() длина
заготовки,
длина
заготовки, ![]() ;
;
![]() удельная
изогнутость /15 с.17/,
удельная
изогнутость /15 с.17/, ![]() .
.
![]() .
.
Остаточное пространственное отклонение найдём по формуле (3.8):
![]() ,
(3.8)
,
(3.8)
где ![]() остаточное
пространственное отклонение,
остаточное
пространственное отклонение, ![]() ;
;
![]() – коэффициент
уточнения формы /3 с.18/;
– коэффициент
уточнения формы /3 с.18/;
![]() суммарное
значение пространственных отклонений,
суммарное
значение пространственных отклонений, ![]() .
.
после обдирочного точения ![]()
Ввиду маленького значения далее в расчётах пространственное отклонение не учитываем.
Погрешность установки при обдирочном точении найдём по формуле (3.9):
![]() ,
(3.9)
,
(3.9)
где ![]() погрешность
установки,
погрешность
установки, ![]() ;
;
![]() погрешность
базирования /15 с.19/,
погрешность
базирования /15 с.19/, ![]() ;
;
![]() погрешность
закрепления /15 с.23/,
погрешность
закрепления /15 с.23/, ![]() .
.
![]() .
.
На основании полученных данных производим расчёт минимальных значений межоперационных припусков, пользуясь основной формулой (3.10):
![]() ,
(3.10)
,
(3.10)
где
![]() минимальные
значения межоперационных припусков,
минимальные
значения межоперационных припусков, ![]() ;
;
![]() ,
, ![]() соответственно
высота неровностей и глубина дефектного поверхностного слоя на предшествующем
технологическом переходе,
соответственно
высота неровностей и глубина дефектного поверхностного слоя на предшествующем
технологическом переходе, ![]() ;
;
![]() суммарное
значение пространственных отношений для элементарной поверхности на
предшествующем переходе,
суммарное
значение пространственных отношений для элементарной поверхности на
предшествующем переходе, ![]() ;
;
![]() погрешность
установки заготовки на выполняемом переходе,
погрешность
установки заготовки на выполняемом переходе, ![]() .
.
Минимальный припуск на обдирку:
![]() .
.
Минимальный припуск на точение:
черновое ![]() ;
;
чистовое ![]() .
.
Минимальный припуск на шлифование:
черновое ![]() ;
;
чистовое ![]() .
.
Расчётный размер заполняется с конечного размера, последовательным прибавлением расчётного минимального припуска каждого технологического перехода:
для чистового шлифования ![]() ;
;
для чернового шлифования ![]() ;
;
для чистового точения ![]() ;
;
для чернового точения ![]() ;
;
для обдирки ![]() ;
;
для заготовки ![]() .
.
Значение допусков каждого технологического перехода принимает по таблицам /3/ в соответствии с квалитетом, используемого метода обработки.
Наименьшие предельные размеры определяем округлением расчётных размеров в сторону увеличения их значений. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
Наибольшие предельные размеры определяем прибавлением допусков к округлённым наименьшим предельным размерам:
для чистового шлифования ![]() ;
;
для чернового шлифования ![]() ;
;
для чистового точения ![]() ;
;
для чернового точения ![]() ;
;
для обдирки ![]() ;
;
для заготовки ![]() .
.
Максимальные предельные значения припусков ![]() равны
разности наибольших предельных размеров, а минимальные значения
равны
разности наибольших предельных размеров, а минимальные значения ![]() соответственно
разности наименьших предельных размеров предшествующего и выполняемого
перехода:
соответственно
разности наименьших предельных размеров предшествующего и выполняемого
перехода:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Общие припуски ![]() и
и ![]() определяем,
суммируя промежуточные припуски, записываем их значения внизу соответствующих
граф.
определяем,
суммируя промежуточные припуски, записываем их значения внизу соответствующих
граф.
![]() ;
;
![]() .
.
Общий номинальный припуск определим по формуле (3.11):
![]() ,
(3.11)
,
(3.11)
где ![]() общий
номинальный припуск,
общий
номинальный припуск, ![]() ;
;
![]() общий
минимальный припуск,
общий
минимальный припуск, ![]() ;
;
![]() нижнее
отклонение размера заготовки, находим по ГОСТ 7505–74,
нижнее
отклонение размера заготовки, находим по ГОСТ 7505–74, ![]() ;
;
![]() нижнее
отклонение размера допуска, находим по ГОСТ 7505–74,
нижнее
отклонение размера допуска, находим по ГОСТ 7505–74, ![]() .
.
![]() .
.
Номинальный диаметр заготовки определим по формуле (3.12):
![]() ,
(3.12)
,
(3.12)
где ![]() номинальный
диаметр заготовки,
номинальный
диаметр заготовки, ![]() ;
;
![]() номинальный
диаметр детали,
номинальный
диаметр детали, ![]() ;
;
![]() общий
номинальный припуск,
общий
номинальный припуск, ![]() .
.
![]() .
.
Произведём проверку правильности расчётов по формуле (3.13):
![]() ,
(3.13)
,
(3.13)
где ![]() ,
, ![]() максимальные и
минимальные значения припусков,
максимальные и
минимальные значения припусков, ![]() ;
;
![]() допуск на
технологический переход,
допуск на
технологический переход, ![]() .
.
Для чистового и чернового шлифования:
![]() ;
;
![]() .
.
Для чистового точения и чернового шлифования:
![]() ;
;
![]() .
.
Для чернового и чистового точения:
![]() ;
;
![]() .
.
Для обдирочного и чернового точения:
![]() ;
;
![]() .
.
Для заготовки и обдирочного точения:
![]() ;
;
![]() .
.
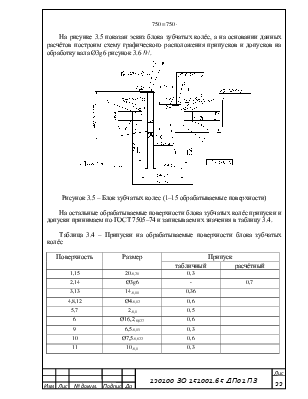
На рисунке 3.5 показан эскиз блока зубчатых колёс, а на основании данных расчётов построим схему графического расположения припусков и допусков на обработку вала Ø3g6 рисунок 3.6 /9/.
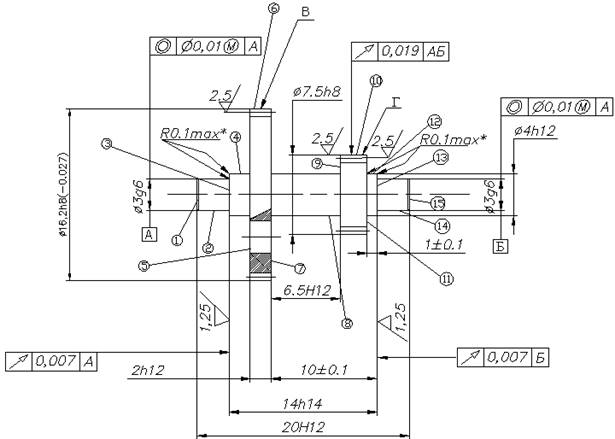
Рисунок 3.5 – Блок зубчатых колес (1–15 обрабатываемые поверхности)
Поверхность |
Размер |
Припуск |
|
|
табличный |
расчётный |
||
|
1,15 |
20-0,21 |
0,3 |
|
|
2,14 |
Ø3g6 |
- |
0,7 |
|
3,13 |
14-0,11 |
0,36 |
|
|
4,8,12 |
Ø4-0,12 |
0,6 |
|
|
5,7 |
2-0,1 |
0,5 |
|
|
6 |
Ø16,2-0,027 |
0,6 |
|
|
9 |
6,5-0,15 |
0,3 |
|
|
10 |
Ø7,5-0,022 |
0,6 |
|
|
11 |
10-0,1 |
0,3 |
|
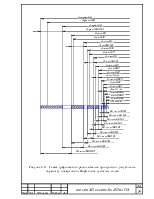
Рисунок 3.6 – Схема графического расположения припусков и допусков на обработку поверхности Ø3g6 блока зубчатых колёс
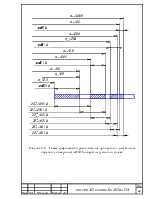
Рассчитаем припуски на обработку и промежуточные предельные размеры для отверстия зубчатого колеса Ø3Н6. На остальные обрабатываемые поверхности (1–9) назначить припуски
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.