
если стоит задача обеспечения требуемой точности положения обрабатываемой поверхности относительно свободных необрабатываемых поверхностей, то её решение следует искать на операции окончательной обработки этой поверхности. Если же стоит задача обеспечения равномерного припуска при обработке определённой поверхности заготовки, то её решение проявляется на операции обработки этой поверхности.
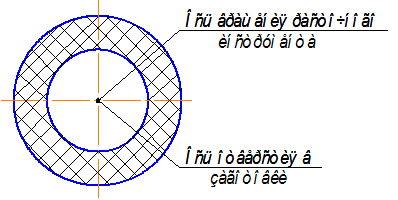
а)
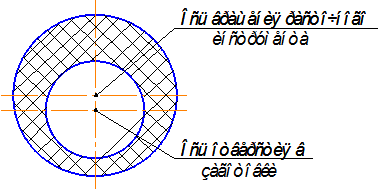
б)
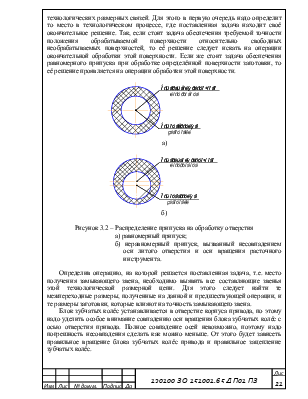
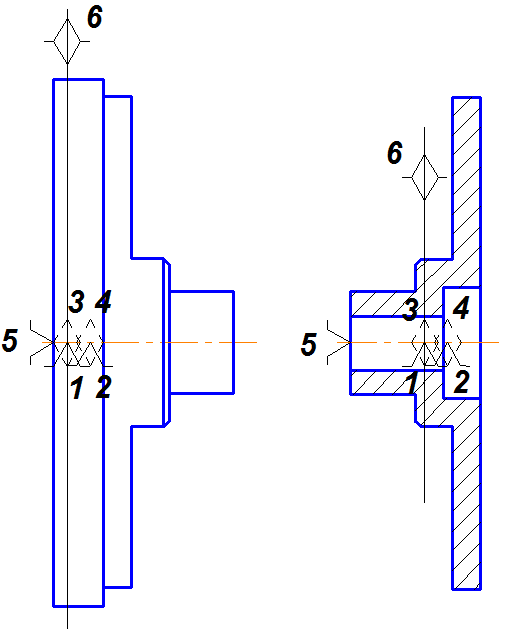
Рисунок 3.2 – Распределение припуска на обработку отверстия а) равномерный припуск;
б) неравномерный припуск, вызванный несовпадением оси литого отверстия и оси вращения расточного инструмента.
Определив операцию, на которой решается поставленная задача, т.е. место получения замыкающего звена, необходимо выявить все составляющие звенья этой технологической размерной цепи. Для этого следует найти те межпереходные размеры, полученные на данной и предшествующей операции, и те размеры заготовки, которые влияют на точность замыкающего звена.
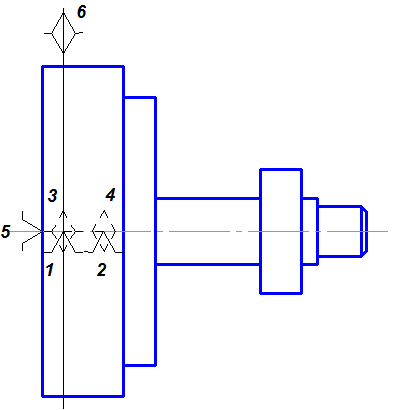
Блок зубчатых колёс устанавливается в отверстие корпуса привода, по этому надо уделить особое внимание совпадению оси вращения блока зубчатых колёс с осью отверстия привода. Полное совпадение осей невозможно, поэтому надо погрешность несовпадения сделать как можно меньше. От этого будет зависеть правильное вращение блока зубчатых колёс привода и правильное зацепление зубчатых колёс.
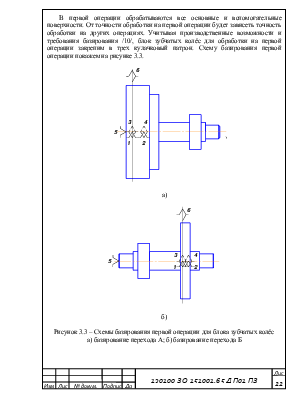
В первой операции обрабатываются все основные и вспомогательные поверхности. От точности обработки на первой операции будет зависеть точность обработки на других операциях. Учитывая производственные возможности и требования базирования /10/, блок зубчатых колёс для обработки на первой операции закрепим в трех кулачковый патрон. Схему базирования первой операции покажем на рисунке 3.3.
а)
б)
а) базирование перехода А; б) базирование перехода Б
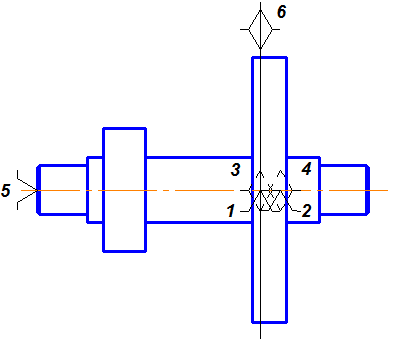
Зубчатое колесо устанавливается на вал, при установке на вал необходимо, чтобы ось вращения отверстия зубчатого колеса совпадала с ось вращения вала. Полное совпадение осей невозможно, поэтому надо погрешность несовпадения сделать как можно меньше.
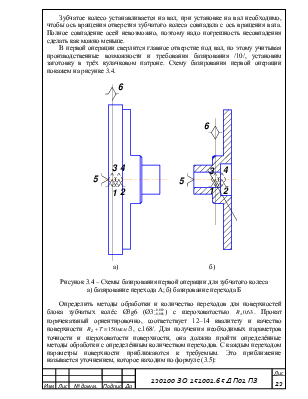
В первой операции сверлится главное отверстие под вал, по этому учитывая производственные возможности и требования базирования /10/, установим заготовку в трёх кулачковом патроне. Схему базирования первой операции покажем на рисунке 3.4.
а) б)
а) базирование перехода А; б) базирование перехода Б
Определить методы обработки и количество переходов для
поверхностей блока зубчатых колёс Ø3g6 (Ø3![]() ) с
шероховатостью
) с
шероховатостью ![]() .
Прокат горячекатаный ориентировочно, соответствует 12–14 квалитету и качество
поверхности
.
Прокат горячекатаный ориентировочно, соответствует 12–14 квалитету и качество
поверхности ![]() /3,
с.168/. Для получения необходимых параметров точности и шероховатости
поверхности, она должна пройти определённые методы обработки с определённым
количеством переходов. С каждым переходом параметры поверхности приближаются к
требуемым. Это приближение называется уточнением, которое находим по формуле
(3.5):
/3,
с.168/. Для получения необходимых параметров точности и шероховатости
поверхности, она должна пройти определённые методы обработки с определённым
количеством переходов. С каждым переходом параметры поверхности приближаются к
требуемым. Это приближение называется уточнением, которое находим по формуле
(3.5):
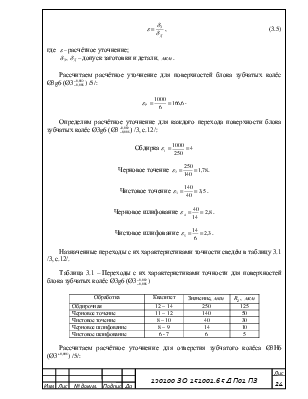
![]() ,
(3.5)
,
(3.5)
где ![]() расчётное
уточнение;
расчётное
уточнение;
![]() ,
, ![]() допуск
заготовки и детали,
допуск
заготовки и детали, ![]() .
.
Рассчитаем расчётное уточнение для поверхностей блока
зубчатых колёс Ø3g6 (Ø3![]() )
/5/:
)
/5/:
![]() .
.
Определим
расчётное уточнение для каждого перехода поверхности блока зубчатых колёс Ø3g6 (Ø3![]() )
/3, с.12/:
)
/3, с.12/:
Обдирка ![]()
Черновое точение ![]() .
.
Чистовое точение ![]() .
.
Черновое шлифование ![]() .
.
Чистовое шлифование ![]() .
.
Назначенные переходы с их характеристиками точности сведём в таблицу 3.1 /3, с.12/.
Обработка |
Квалитет |
Значение,
|
|
Обдирочная |
12 – 14 |
250 |
125 |
Черновое точение |
11 – 12 |
140 |
50 |
Чистовое точение |
8 – 10 |
40 |
30 |
Черновое шлифование |
8 – 9 |
14 |
10 |
Чистовое шлифование |
6 - 7 |
6 |
5 |
Рассчитаем расчётное уточнение для отверстия зубчатого
колёса Ø3Н6 (Ø3![]() )
/5/:
)
/5/:
![]() .
.
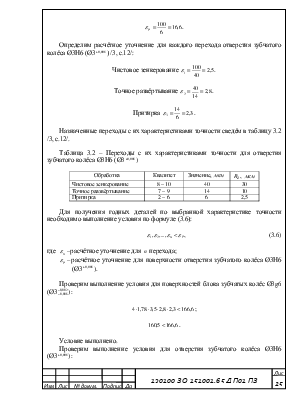
Определим
расчётное уточнение для каждого перехода отверстия зубчатого колёса Ø3Н6 (Ø3![]() )
/3, с.12/:
)
/3, с.12/:
Чистовое зенкерование ![]() .
.
Точное развёртывание ![]() .
.
Притирка ![]() .
.
Назначенные переходы с их характеристиками точности сведём в таблицу 3.2 /3, с.12/.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.