




















Реферат
Капитальный ремонт резьбонарезного устройства токарно-револьверного станка модели 1341.1701.КПСД03.015.ПЗ:
Курсовой проект / КАТ, Основные элементы и особенности технического обслуживания и ремонта оборудования предприятий;рук. -Киров 2003г.-Гр.ч. 2Л. Ф.А1;ПЗ 27стр., 4 рис.; 4 табл.; 5 источников; технологическая документация; карта документации; спецификация ХЛ.
МЕТАЛЛОБРАБОТКА; ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК;
ТЕХНОЛОГИЧЕСКИЙПРОЦЕСС ДЕТАЛЬ,ЧЕРТЕЖ.
Объект исследования и разработки - токарно-револьверный станок
модели 1341.
Цель работы: Спроектировать тех. процесс капитального ремонта резьбонарезного устройства токарно-револьверного станка модели 1341
Содержание
Введение
Краткое описание назначения станка
1.2 Техническая характеристика станка
1.3 Система смазки станка
1.4 Кинематика станка, узла
1.5 Описание узла
2. Подготовка станка к ремонту
2.1 Календарный график ремонта
2.2 Состав бригады
3. Разборка узла
4. Промывка
5. Дефекация
6. Особенности восстановления детали
7. Особенности изготовления детали
8. Сборка узла
9. Испытание и сдача станка
10. Описание приспособления
11. Охрана труда и профсанитария
Библиография
Приложения
Введение
Роль механиков, обслуживающих современное оборудование, исключительно ответственна, требует хорошего знания оборудования и умения квалифицированно выполнять техническое обслуживание и ремонт. Чтобы отвечать этим высоким требованиям, техник-механик должен усвоить основы технологии ремонта, получить хорошую общетехническую подготовку.
Главные задачи работников ремонтной службы предприятия - обеспечение бесперебойной работы и хорошего технического состояния оборудования. Обязанностью механика является наблюдение за строгим выполнением правил технической эксплуатации. Ремонт должен выполняться на основе прогрессивной технологии с применением оснастки, повышающей производительность труда и обеспечивающей высокое качество ремонта. Важное значение имеет снижение стоимости ремонта и сокращение его сроков.
Качество продукции в машиностроении находится в прямой зависимости от технического состояния оборудования и механизмов, их параметров, бесперебойной работы и точности. Поэтому для достижения высоких темпов роста производительности труда в машиностроении в широком плане производится работа по совершенствованию организации технического обслуживания и ремонта промышленного оборудования, внедрению в ремонтную практику прогрессивной технологии выполнения ремонтных работ. В данной ситуации необходимо как можно меньше затрачивать денежных средств на ремонт, но с сохранением необходимой точности и качества.
1.Краткое описание назначения станка.
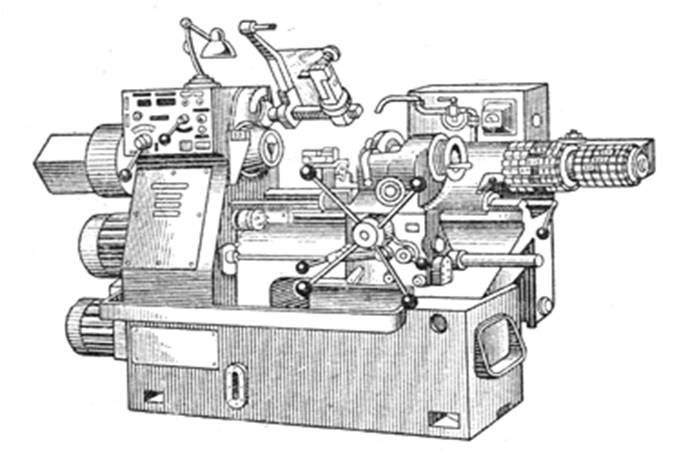
Токарно-револьверный станок модели 1341 нормальной точности является универсальным станком общего назначения и предназначен для лёгких работ в условиях серийного и мелкосерийного производства при обработке деталей из прутка , либо штучных заготовок ,закреплённых в трёх кулачковом патроне.
На станке можно проводить следующие виды обработки: обтачивание, растачивание, сверление, зенкерование, развёртывание,
нарезание резьбы метчиками, плашками, подрезку торцев, проточку канавок, отрезку и другие операции. При оснащении станка дополнительными устройствами может производится обработка конусов фасонных поверхностей, нарезание резьбы накидным резьбонарезным устройством.
Станок относится к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя на 100мм и параллельна ей. Револьверная головка имеет шестнадцать отверстий, в которых с помощью державок крепят режущий инструмент.Этот станок не имеет бокового суппорта.
Вид климатического исполнения станка по ГОСТ 15150-69 для макроклиматического района с умеренным климатом- У4.
Рис 1
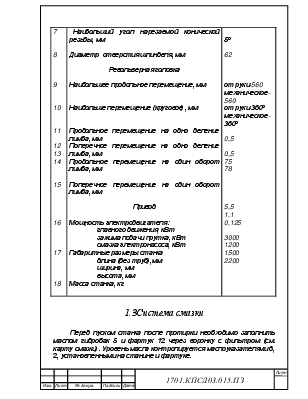
1.2 Техническая характеристика станка.
Табл N1
|
№ |
Наименование параметра |
Данные |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
Расстояние от торца шпинделя до револьверной головки, мм Высота центров, мм Наибольшая длина подачи прутка, мм Размеры обрабатываемых изделий Наибольшие размеры прутка: длина, мм диаметр, мм сторона квадрата, мм размер на «ключ» шестигранника, мм Наибольший диаметр в патроне: над верхней частью суппорта, мм над станиной, мм Резьбонарезное устройство Наибольшая длина нарезаемой резьбы, мм Наибольший угол нарезаемой конической резьбы, мм Диаметр отверстия шпинделя, мм Револьверная головка Наибольшее продольное перемещение, мм Наибольше перемещение (круговое), мм Продольное перемещение на одно деление лимба, мм Поперечное перемещение на одно деление лимба, мм Продольное перемещение на один оборот лимба, мм Поперечное перемещение на один оборот лимба, мм Привод Мощность электродвигателя: главного движения, кВт зажима подачи прутка, кВт смазка электронасоса, кВт Габаритные размеры станка длина (без труб),мм ширина, мм высота, мм Масса станка, кг |
82…630 200 150 3000 40 27 32 380 400 50 5º 62 от руки-560 механическое-560 от руки-360º механическое-360º 0,5 0,5 75 78 5,5 1,1 0,125 3000 1200 1500 2200 |
1.3Система смазки
Перед пуском станка после протирки необходимо заполнить маслом гидробак 5 и фартук 12 через воронку с фильтром (см. карту смазки). Уровень масла контролируется маслоуказателями 6, 2, установленными на станине и фартуке.
Электромагнитные муфты коробки скоростей и подач смазываются централизованно от лопастного насоса 10 гидропривода (в промежутках, когда нет расхода масла на зажим и подачу). Детали фартука и револьверного суппорта смазываются с помощью плунжерного насоса 3, установленного на фартуке.
От этого же насоса производится смазка направляющих станины. Для этого оттягивается на себя рукоядка 1, масло поступает в маслосборник, установленной на верхней плоскости суппорта, а из него – по магистрали – на направляющие, ось кулачка, фиксатора револьверной головки, подшипники вала-шестерни, зацепляющейся с зубчатым диском револьверной головки, и на подшипники вала револьверной головки. Смазка производится на режимах, указанных в карте смазки.
Сетчатый фильтр 8 гидропанели 11 рекомендуется чистить каждую неделю, а также ежемесячно менять масло в фартуке и гидробаке 5. Сливать масло через сливные отверстия 4, 7, 9 сразу же после
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.