Почему при рубке в тисках разметочная риска должна быть на 1,5-2 мм ниже уровня губок тисков?
– Покажите последовательность выполнения рубки на плите.
– Каково должно быть положение зубила при рубке металла в тисках?
2. Сообщение темы и цели урока.
II. Изложение программного материала.
1. Иллюстративный рассказ.
Учитель. Опиливание – это срезание с заготовок небольшого слоя металла при помощи напильников.
Напильники изготавливаются из инструментальной стали. Их различают:
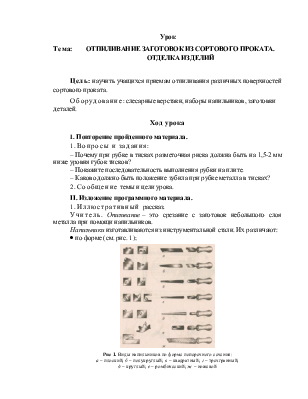
· по форме (см. рис. 1);
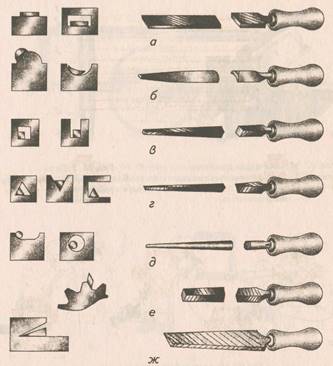
Рис 1. Виды напильников по форме поперечного сечения: а – плоский; б – полукруглый; в – квадратный; г – трехгранный; д – круглый; е – ромбический; ж – ножевой
· по виду насечек (одинарная, двойная, рашпильная) (см. рис. 2);
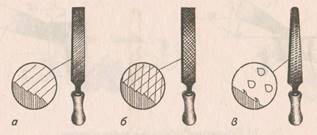
Рис 2. Формы насечек напильников: а – одинарная; б – двойная; в - рашпильная
· числу зубьев насечки на 10 мм длины:
– номер 0-1 – это драчевые напильники; 5-12 зубьев на 10 мм (за один ход снимают 0,2-0,5 мм металла);
– номер 2-3 – это личные напильники; 13-26 зубьев на 10 мм (за один ход снимают 0,1-0,3 мм);
– номер 4-5 – это бархатные напильники; 42-80 зубьев на 10 мм (за один ход снимают 0,005-0,01 мм);
· по длине от 100 до 400 мм.
При опиливании мелких деталей применяются надфили (длина 80-160 мм, диаметр 2-3 мм, 20-112 зубьев на 10 мм длины). (См. рис. 3.)
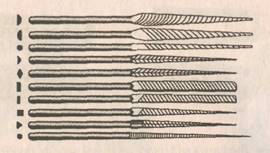
Рис. 3. Надфили
При опиливании параллельных плоскостей сначала обрабатывают одну (базовую), а затем размечают другую.
При опиливании следует время от времени менять приемы опиливания:
– поперечное;
– продольное;
– перекрестное;
– круговое. (См. рис. 4.)
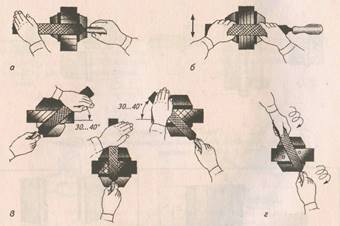
Рис. 4. Приемы опиливания заготовок: а – поперечное; б – продольное; в – перекрестное; г – круговое
III. Практическая работа.
1. Выполнение заданий:
1) Выправите заготовки, вырубленные на предыдущем уроке.
2) Опилите наружные поверхности заготовки.
3) Обработайте прямоугольное отверстие, правильно выбрав напильник.
4) Проверьте качество обработанных поверхностей.
2. Сообщение учащихся на тему: Отделка металлических изделий.
Отделка изделий является окончательной операцией и включает:
– обработку поверхностей бархатными напильниками или наждачной шкуркой;
– нанесение декоративных или антикоррозийных покрытий;
– покрытие красками, эмалями, лаками и др.;
– покрытие окисными пленками (оксидирование).
На промышленных предприятиях покрытие выполняют рабочие различных специальностей:
– покрытие оловом – лудильщики;
– электролитическое покрытие хромом, никелем и др. – гальваники;
– покрытие распыленным металлом – металлизаторы.
Для защиты металлических предметов (например, решеток, перил и т.д.) от коррозии их также обычно окрашивают. Для этого пригодны все краски и эмали на синтетических связующих.
Перед окраской изделие необходимо очистить от ржавчины либо вручную, либо с помощью средств для преобразования ржавчины. После этого поверхность протирают уайт-спиритом и красят.
Если металлические изделия красят водоэмульсионными красками, поверхность необходимо предварительно загрунтовать. Грунтовать можно не ранее, чем через 3-4 суток после нанесения преобразователя ржавчины.
Наиболее универсальными являются грунтовки ГФ-020 и ГФ-032. Их наносят кистью (расход 60-80 г/м2) и сушат 36 ч. После этого можно красить любыми красками и эмалями на синтетических связующих. Отметим только, что металлические изделия, подвергающиеся действию высоких температур, лучше всего красить кремнийорганическими эмалями.
Кроме того, специально для защиты металла от коррозии выпускают черные полуглянцевые красящие составы на битумной основе, так называемые битумные лаки. В продажу поступают битумный лак БТ-577, битумный лак антикоррозионный кислотостойкий БТ-783 и пековый лак. Все эти лаки предназначаются для окраски оград, решеток, различных скобяных изделий. Лаком БТ-577 можно окрашивать также шасси и рамы автомобилей.
Битумные лаки наносят в один слой кистью или распылителем; расход около 100 г/м2. Разбавлять их следует скипидаром или разбавителем РС-2. Покрытие высыхает за 24 ч.
Ремонт металлических изделий в этом случае заключается в подкраске поврежденных участков, восстановлении сколотой эмали и пр. Время делает свое дело: на лакокрасочном покрытии появляются сколы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.