-
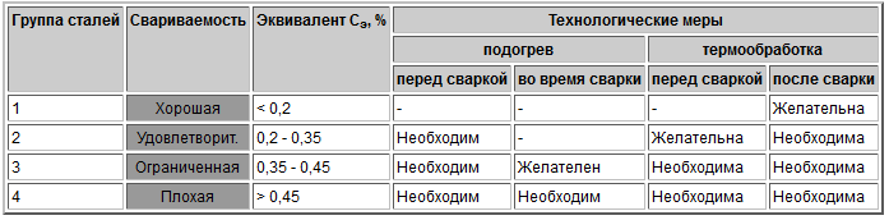
Температуру подогрева (Т, °С) можно очень примерно определить по формуле:
-
Т = 350*(Соб - 0,25)0,5, где Соб - общий углеродный эквивалент, %
-
Соб = Сэ*(1 + 0,005*δ), где δ - толщина металла свариваемой детали, мм
-
Температура сопутствующего сварке или наплавке подогрева зависит от материала изделия и колеблется в среднем от 250 до 400° С.
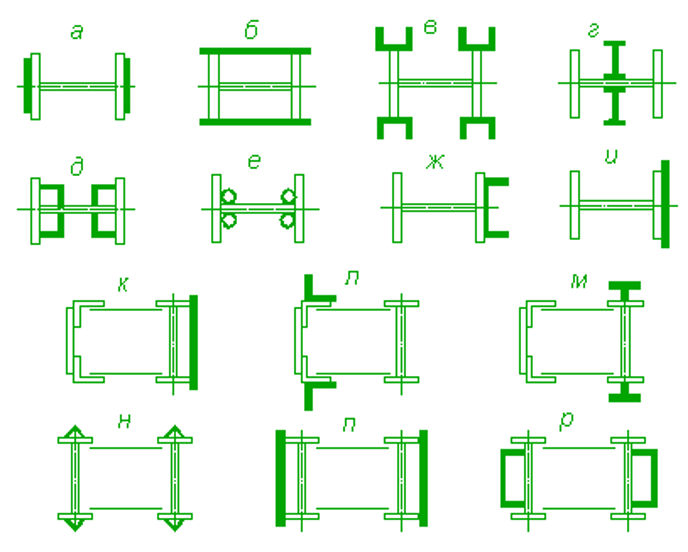
Схемы усиления стальных балок путем увеличения сечения

Общие замечания к выбору схемы усиления
-
Эффективны двусторонние схемы усиления, т.к. при этом достигается существенное увеличение момента инерции и момента сопротивления.
-
Однако ввиду размещения покрытия (перекрытия) на верхнюю полку балки, двусторонняя схема осуществима не всегда;
-
Одностороннее усиление эффективно только при учете упругопластической стадии работы материала или усилении регулированием напряжений. В противном случае необходимо существенное увеличение высоты элемента;
-
Сварные швы преимущественно следует проектировать нижними;
-
Применение фасонного проката, более технологично по сравнению с листовой сталью (меньший объем резки металла).
Схемы усиления колонн увеличением сечения
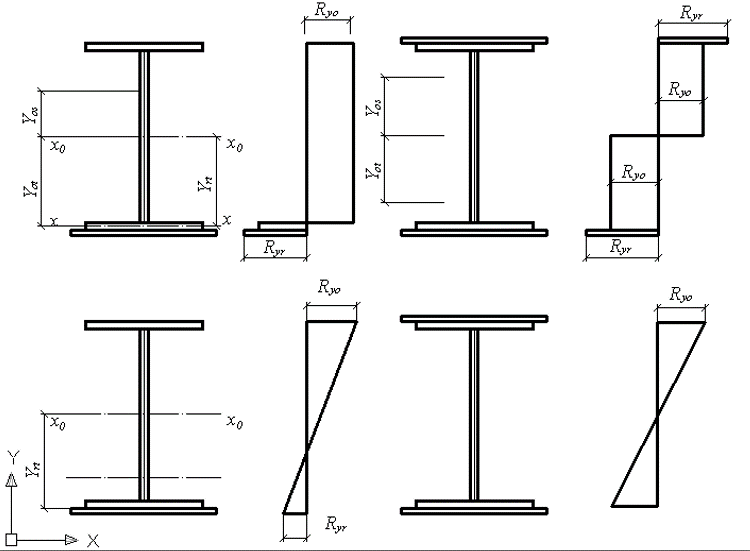
Распределение напряжений при одностороннем и двустороннем усилении балок при расчете по ККТ и КРПД
Схемы усиления деформированных стержней стропильных ферм при искривлении из плоскости фермы – а, г; в плоскости фермы в сторону пера уголков – б; в плоскости фермы в сторону обушка уголков - в

Усиление сварных соединений
-
Требуется при:
-
Обнаружении трещин или дефектов в швах или околошовной зоне;
-
Недостаточной длине или толщине шва (по результатам расчетов)
-
Усиление выполняется:
-
Путем увеличение длины шва;
-
Увеличения толщины шва;
-
Устройством дополнительных промежуточных деталей.
Требования при усилении сварных швов
-
Диаметр электродов не более 4 мм;
-
Сила тока не более 220 А;
-
Толщина шва за один проход не более 4 мм;
-
При послойном наложении – толщина слоев не более 2 мм;
-
Сварка последующего слоя производится после охлаждения предыдущего шва до температуры t ≤ 100 0 C;
-
Сварка производится при t ≥ -15 0 C для толщин до 30 мм и t ≥ 0 0 C для толщин свыше 30 мм;
-
Предпочтение отдается длинным и тонким швам.
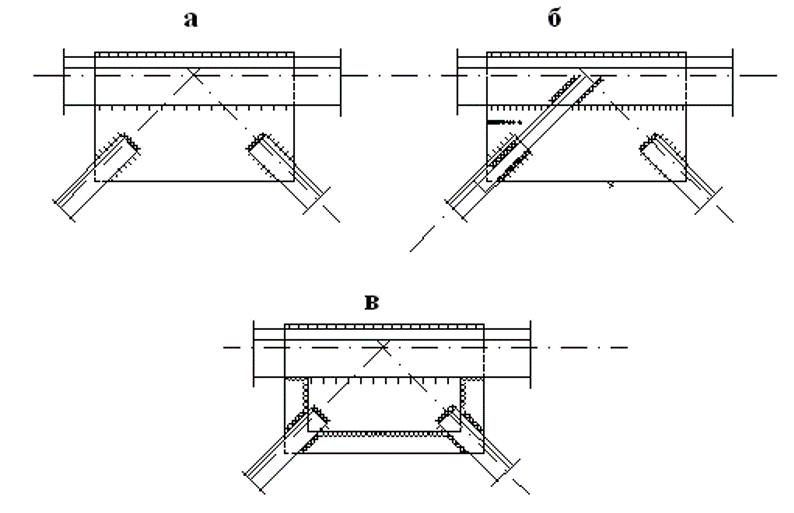
Усиление сварных швов узлов стропильных ферм: а -увеличением длины швов; б – с введением коротышей; в – удлинением фасонок
Усиление болтовых соединений
-
При недостаточной несущей способности устанавливаются дополнительные болты;
-
Наиболее нагруженные крайние болты могут заменяться высокопрочными болтами;
-
Усиление обычных болтовых соединений сваркой допускается только при восприятии всех усилий сварными швами;
-
Усиление соединений на высокопрочных болтах с применением сварки допускается при соответствующем обосновании деформативности соединения.
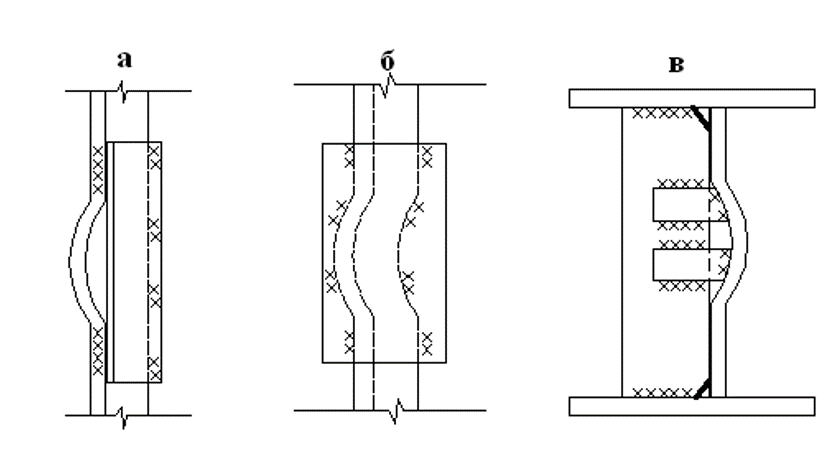
Устранение повреждений
-
Устранение местных погнутостей стальных уголков (а,б) и выпучивания стенок двутавра (в)
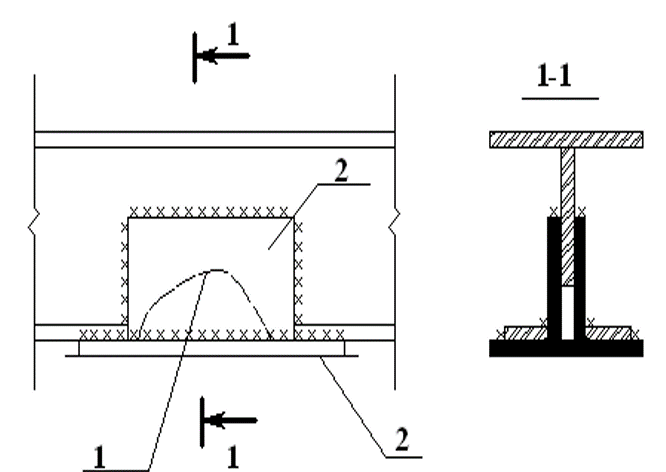
Восстановление выреза нижней полки и стенки двутавра: 1 – линия выреза; 2 – стальные накладки
Усиление железобетонных конструкций
Усиление увеличением сечения
-
По статической схеме работы усиление осуществляется обетонированием или армированием.
-
Армирование выполняется
-
по схеме работы - продольным и (или) поперечным, по виду арматуры - из канатов, гибких стержней, профилированных или листовых материалов;
-
по материалу арматуры - из стали или синтетических материалов.
-
Обетонирование выполняется
-
по виду материала армированным или неармированным бетоном;
-
по способу укладки - заливкой, инъецированием, торкретированием, а также устройством сборного бетона или железобетона.
-
Перечисленные методы применяются как по отдельности, так и в сочетании. В последнем случае получают наибольший эффект от усиления. Например, обетонирование сочетают с установкой дополнительной арматуры, продольное армирование с поперечным и т.д. Арматура усиления, как правило, покрывается защитным слоем бетона. Торкретирование или набрызгивание целесообразно применять при необходимости бетонирования снизу вверх или при усилении широких вертикальных поверхностей.