









5 РАЗРАБОТКА ПРОЕКТА СИСТЕМЫ ЦЕХОВОГО ЭЛЕКТРОСНАБЖЕНИЯ РЕМОНТНО-МЕХАНИЧЕСКОГО ЦЕХА
5.1 В ы б о р э л е к т р о д в и г а т е л е й
Каждую единицу оборудования цеха заменяем эквивалентным двигателем, выбираемым по [7, стр.5, табл.1.1], по следующему условию:
![]() , (5.1)
, (5.1)
где Рном – номинальная мощность электродвигателя, кВт;
Руст – установленная мощность единицы оборудования.
Номинальный ток электродвигателя определяется как:
![]() (5.2)
(5.2)
Приведем пример расчета для единицы оборудования цеха.
Круглошлифовальный станок, позиция 1 на плане расчетного цеха (Руст = 7,5 кВт), из условия (5.1) по [8,стр.166,табл.4.1] выбираем двигатель 4А132S4У3 со следующими параметрами:
Рном = 7,5 кВт; η = 87,5 %, cos φ = 0,88.
По формуле (5.2) определим номинальный ток двигателя:

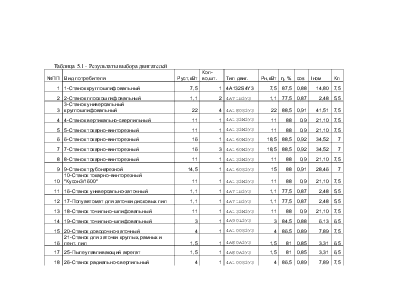
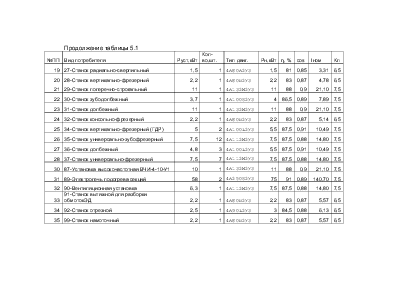
Результаты выбора двигателей цеха приведем ниже в таблице 5.1:
Таблица 5.1 - Результаты выбора двигателей
|
№ПП |
Вид потребителя |
Руст,кВт |
Кол-во,шт. |
Тип двиг. |
Рн,кВт |
η, % |
cos |
Iном |
Кп |
|
1 |
1-Станок круглошлифовальный |
7,5 |
1 |
4A132S4Y3 |
7,5 |
87,5 |
0,88 |
14,80 |
7,5 |
|
2 |
2-Станок плоскошлифовальный |
1,1 |
2 |
4A71B2У3 |
1,1 |
77,5 |
0,87 |
2,48 |
5,5 |
|
3 |
3-Станок универсальный круглошлифовальный |
22 |
4 |
4A180S2У3 |
22 |
88,5 |
0,91 |
41,51 |
7,5 |
|
4 |
4-Станок вертикально-сверлильный |
11 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
5 |
5-Станок токарно-винторезный |
11 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
6 |
6-Станок токарно-винторезный |
16 |
1 |
4A160M2У3 |
18,5 |
88,5 |
0,92 |
34,52 |
7 |
|
7 |
7-Станок токарно-винторезный |
16 |
3 |
4A160M2У3 |
18,5 |
88,5 |
0,92 |
34,52 |
7 |
|
8 |
8-Станок токарно-винторезный |
11 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
9 |
9-Станок трубонарезной |
14,5 |
1 |
4A160S2У3 |
15 |
88 |
0,91 |
28,46 |
7 |
|
10 |
10-Станок токарно-винторезный "Кусон3/1600" |
11 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
11 |
16-Станок универсально-заточный |
1,1 |
1 |
4A71B2У3 |
1,1 |
77,5 |
0,87 |
2,48 |
5,5 |
|
12 |
17-Полуавтомат для заточки дисковых пил |
1,1 |
1 |
4A71B2У3 |
1,1 |
77,5 |
0,87 |
2,48 |
5,5 |
|
13 |
18-Станок точильно-шлифовальный |
11 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
14 |
19-Станок точильно-шлифовальный |
3 |
1 |
4A90L2У3 |
3 |
84,5 |
0,88 |
6,13 |
6,5 |
|
15 |
20-Станок доводочно-заточный |
4 |
1 |
4A100S2У3 |
4 |
86,5 |
0,89 |
7,89 |
7,5 |
|
16 |
21-Станок для заточки круглых,рамных и лент. пил |
1,5 |
1 |
4A80A2У3 |
1,5 |
81 |
0,85 |
3,31 |
6,5 |
|
17 |
25-Пылеулавливающий агрегат |
1,5 |
1 |
4A80A2У3 |
1,5 |
81 |
0,85 |
3,31 |
6,5 |
|
18 |
26-Станок радиально-сверлильный |
4 |
1 |
4A100S2У3 |
4 |
86,5 |
0,89 |
7,89 |
7,5 |
|
Продолжение таблицы 5.1 |
|||||||||
|
№ПП |
Вид потребителя |
Руст,кВт |
Кол-во,шт. |
Тип двиг. |
Рн,кВт |
η, % |
cos |
Iном |
Кп |
|
19 |
27-Станок радиально-сверлильный |
1,5 |
1 |
4A80A2У3 |
1,5 |
81 |
0,85 |
3,31 |
6,5 |
|
20 |
28-Станок вертикально-фрезерный |
2,2 |
1 |
4A80B2У3 |
2,2 |
83 |
0,87 |
4,78 |
6,5 |
|
21 |
29-Станок поперечно-строгальный |
11 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
22 |
30-Станок зубодолбежный |
3,7 |
1 |
4A100S2У3 |
4 |
86,5 |
0,89 |
7,89 |
7,5 |
|
23 |
31-Станок долбежный |
11 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
24 |
32-Станок консольно-фрезерный |
2,2 |
1 |
4A80B2У3 |
2,2 |
83 |
0,87 |
5,14 |
6,5 |
|
25 |
34-Станок вертикально-фрезерный (ГДР) |
5 |
2 |
4A100L2У3 |
5,5 |
87,5 |
0,91 |
10,49 |
7,5 |
|
26 |
35-Станок универсально-зубофрезерный |
7,5 |
12 |
4A112M2У3 |
7,5 |
87,5 |
0,88 |
14,80 |
7,5 |
|
27 |
36-Станок долбежный |
4,8 |
3 |
4A100L2У3 |
5,5 |
87,5 |
0,91 |
10,49 |
7,5 |
|
28 |
37-Станок универсально-фрезерный |
7,5 |
7 |
4A112M2У3 |
7,5 |
87,5 |
0,88 |
14,80 |
7,5 |
|
30 |
87-Установка высокочастотная ВЧИ-4-10-У1 |
10 |
1 |
4A132M2У3 |
11 |
88 |
0,9 |
21,10 |
7,5 |
|
31 |
89-Электропечь подогрева секций |
58 |
2 |
4A250S2У3 |
75 |
91 |
0,89 |
140,70 |
7,5 |
|
32 |
90-Вентиляционная установка |
6,3 |
1 |
4A112M2У3 |
7,5 |
87,5 |
0,88 |
14,80 |
7,5 |
|
33 |
91-Станок вытяжной для разборки обмотокЭД |
2,2 |
1 |
4A80B2У3 |
2,2 |
83 |
0,87 |
5,57 |
6,5 |
|
34 |
92-Станок отрезной |
2,5 |
1 |
4A90L2У3 |
3 |
84,5 |
0,88 |
6,13 |
6,5 |
|
35 |
99-Станок намоточный |
2,2 |
1 |
4A80B2У3 |
2,2 |
83 |
0,87 |
5,57 |
6,5 |
5.2 В ы б о р п у с к о в о й и з а щ и т н о й а п п а р а т у р ы, р а с ч е т о т в е т в л е н и й к э л е к т р о п р и е м н и к а м
Выбор магнитных пускателей.
Для управления электродвигателями принимаем магнитные пускатели серии ПМЛ и ПМЕ.
Условие выбора пускателей:
![]() (5.3)
(5.3)
Тепловые реле предназначены для защиты двигателей от перегрузок, выполняются в виде реле с биметаллической пластиной. В зависимости от вида пускателя, встроенные в пускатель тепловые реле по току имеют стандартные значения.
Выбор автоматических выключателей.
Согласно [1] выбор автоматов производится в соответствии со следующими общими требованиями:
· номинальный ток расцепителя должен быть не меньше наибольшего расчетного тока нагрузки, длительно протекающего по защищаемому элементу:
![]() (5.4)
(5.4)
· токи срабатывания автоматов при коротком замыкании и при перегрузках выбираются такими, чтобы цепь не размыкалась в нормальном режиме и кратковременных перегрузках. Ток кратковременной перегрузки – пусковой ток. Для расцепителей автоматов всех типов уставка тока мгновенного срабатывания принимается:
![]() (5.5)
(5.5)
Приведем пример выбора пусковой и защитной аппаратуры для круглошлифовального станка (поз.1 на плане цеха):
Параметры двигателя: ![]() ;
; ![]() ;
;
Из условий (5.4), (5.5) произведем выбор защитного выключателя:
![]() ;
;
Для защиты круглошлифовального станка применим автоматический выключатель [7, стр.41, табл.5.5]: ВА-51-31.
По условию (5.5) проверяем электромагнитный расцепитель:
![]() ,
,
|
![]()
Выбранный автомат удовлетворяет всем поставленным условиям.
По условию (5.3) произведем выбор магнитного пускателя:
![]() ;
;
Для управления принимаем магнитный пускатель серии ПМЛ-261102 [7, стр.18, табл.3.1];
Результаты выбора защитных аппаратов приведём в таблице 5.2:
Выбор ответвлений к электроприемникам.
Выбор сечения проводников выполняют по двум условиям:
 , (5.6)
, (5.6)
где Iдоп – длительно допустимый ток провода, А;
Iр – расчетный ток линии, А;
Iз – ток срабатывания защитного аппарата, А;
кз – кратность допустимого длительного тока по отношению к номинальному току срабатывания защитного аппарата.
Рассмотрим пример выбора ответвления к электроприемнику № 1 по плану. Провода прокладываем в трубе.
Применение пластмассовых труб позволяет экономить стальные трубы, а также снизить трудоемкость трубных электропроводок. Пластмассовые трубы применяются из винипласта, полиэтилена и полипропилена. Винипластовые трубы жесткие, их применяют для скрытых и открытых прокладок во всех средах, кроме взрывоопасных и пожароопасных, а также для прокладок в горячих цехах.
Диаметр трубы для прокладки в ней провода, производится по сечению провода.
Iдоп ³ 14,80 А
Iдоп ³ 16×1 = 16 А
Выбираем провод АПВ 5(1´2,5) с длительно допустимым током 19 А. Выбранный провод прокладываем в трубе П20.
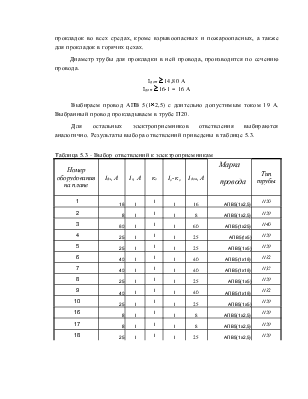
Для остальных электроприемников ответвления выбираются аналогично. Результаты выбора ответвлений приведены в таблице 5.3.
Таблица 5.3 - Выбор ответвлений к электроприемникам
|
Номер оборудования на плане |
Iдл, А |
Iз, А |
кз |
Iз× кз |
Iдоп, А |
Марка провода |
Тип трубы |
|
1 |
16 |
1 |
1 |
1 |
16 |
АПВ5(1х2,5) |
П20 |
|
2 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
3 |
60 |
1 |
1 |
1 |
60 |
АПВ5(1х25) |
П40 |
|
4 |
25 |
1 |
1 |
1 |
25 |
АПВ5(!х5) |
П20 |
|
5 |
25 |
1 |
1 |
1 |
25 |
АПВ5(1х5) |
П20 |
|
6 |
40 |
1 |
1 |
1 |
40 |
АПВ5(1х16) |
П32 |
|
7 |
40 |
1 |
1 |
1 |
40 |
АПВ5(1х16) |
П32 |
|
8 |
25 |
1 |
1 |
1 |
25 |
АПВ5(1х5) |
П20 |
|
9 |
40 |
1 |
1 |
1 |
40 |
АПВ5(1х16) |
П32 |
|
10 |
25 |
1 |
1 |
1 |
25 |
АПВ5(1х5) |
П20 |
|
16 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
17 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
18 |
25 |
1 |
1 |
1 |
25 |
АПВ5(1х2,5) |
П20 |
|
Продолжение таблицы 5.3 |
|||||||
|
Номер оборудования на плане |
Iдл, А |
Iз, А |
кз |
Iз× кз |
Iдоп, А |
Марка провода |
Тип трубы |
|
19 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5 |
П20 |
|
20 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
21 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
25 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
26 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
27 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
28 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
29 |
25 |
1 |
1 |
1 |
25 |
АПВ5(1х5) |
П20 |
|
30 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
31 |
25 |
1 |
1 |
1 |
25 |
АПВ5(1х5) |
П20 |
|
32 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
34 |
20 |
1 |
1 |
1 |
20 |
АПВ5(1х3) |
П20 |
|
35 |
20 |
1 |
1 |
1 |
20 |
АПВ5(1х3) |
П20 |
|
36 |
20 |
1 |
1 |
1 |
20 |
АПВ5(1х3) |
П20 |
|
37 |
20 |
1 |
1 |
1 |
20 |
АПВ5(1х3) |
П20 |
|
87 |
25 |
1 |
1 |
1 |
25 |
АПВ5(1х3) |
П20 |
|
89 |
160 |
1 |
1 |
1 |
160 |
АПВ3(1х95)+ АПВ2(1х50) |
П70 |
|
90 |
20 |
1 |
1 |
1 |
20 |
АПВ5(1х3) |
П20 |
|
91 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
92 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
|
99 |
8 |
1 |
1 |
1 |
8 |
АПВ5(1х2,5) |
П20 |
5.3 О п р е д е л е н и е н а г р у з о к ц е х а
Для выполнения расчета электрических нагрузок электроприемники необходимо объединить в группы, учитывая особенности расположения оборудования по цеху.
Если группа электроприемников состоит из большого количества электроприемников не связанных единым технологическим процессом относительно равномерно распределенных по площади цеха, то такую группу электроприемников целесообразно запитывать от шинопровода. В остальных случаях электроприемники запитываются от распределительных шкафов или силовых пунктов.
Данные распределения электроприемников цеха по группам приведены
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.