











ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА
Реализация любого инновационного проекта требует затрат и предполагает результат.
Экономическая оценка проекта предполагает сравнение затрат и результатов по различным вариантам с помощью показателей эффективности. Оценка эффективности затрат может осуществляться различными способами, но значение ее в возможности сравнить преимущества различных проектов.
Алгоритм экономической оценки:
1. Определение всех затрат: - первоначальных (единовременных капитальных вложений).
- текущих издержек.
2. Оценка результата: прибыли либо экономии текущих затрат.
3. Оценка эффективности затрат на проект.
В базовом варианте плавка металла производится в одной электродуговой печи емкостью 100 тонн, и разливается на одной машине непрерывной разливки. В проектном варианте предполагается добиться экономического эффекта за счет сокращения времени плавки, используя установку для внепечной обработки стали-«печь-ковш» и воздухоразделительную установку.
В проектном варианте будет произведено 600 тыс. тонн литой заготовки, что на 14 % выше базового варианта. При этом весь прирост производства стали получен без увеличения удельного расхода электроэнергии на плавку при снижении расхода других ресурсов (огнеупоров, электродов, ферросплавов).
Ввод в эксплуатацию установки позволит повысить производственные возможности цеха по выпуску стали на 14%, а также:
- снизить удельный расход электроэнергии на 35-40 квт.ч/т;
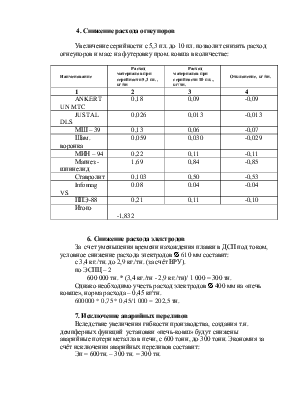
- уменьшить расход электродов на 0,15 кг/т, огнеупоров на 1,832 кг/т;
- увеличить диапазон серийности разливки до 10 плавок (против 5 плавок в базовом варианте) и снизить потери металла с технологическими отходами;
- существенно повысить качество стали за счет снижения уровня содержания серы, неметаллических включений и газов в стали;
-увеличить долю качественных, трудоемких марок стали в сортаменте цеха, предусмотрев глубокую переработку литых заготовок в катанку на стане 150, минуя промежуточный прокатный передел.
Планируемая к сооружению установка «печь-ковш» оснащается новейшим оборудованием и системами технологического и автоматизированного управления процессами с высоким уровнем экологической безопасности к воздушному бассейну. Достижение высокой гибкости и динамичности процесса и принципиально нового технического оснащения установки (вдувание пылевидной извести, подачи раскислителей с модифицирующими возможностями вглубь металла, высокоточное дозирование присаживаемых материалов) в сочетании с современными системами средств измерения и контроля параметров процесса позволяет радикально изменить сортамент выплавляемых марок стали в сторону увеличения доли рентабельных и эффективных видов продукции, что обеспечит окупаемость инвестиций не более чем за 2,0 года.
В настоящее время, в соответствии с мировой тенденцией современные сталеплавильные цехи, строящиеся или реконструируемые, укомплектовываются установками «печь-ковш».
Расчет по фактическим данным позволяет ожидать следующих результатов.
1. Снижение продолжительности плавки
При наличии установки «печь-ковш» можно снизить температуру металла перед выпуском из печи и, как следствие, сэкономить электроэнергию. Так, при разливке стали марки 70К температура разливаемого на МНЛЗ металла составляет 1 580 С0 . При ожидании 35 минут до обработки на «печи-ковше» после выпуска плавка теряет температуру до 40 С0, 18 С0 за время ожидания перед разливкой, 10 С0 за счет потерь тепла из-за разницы температур выпускаемого из печи металла и температуры футеровки сталеразливочного коша. Итого потери составляют 68 С0. Время обработки на «печь-ковше» в течение 40 минут позволяет компенсировать физические потери тепла, а также тепла на десульфурацию и присадку ферросплавов на 70 С0 (1 минута работы «печи-ковша» под током = 4С0 согласно контракту).
Температура выпуска составит: 1580 С0 +70 С0 = 1650 С0
Учитывая, что температура выпуска металла из печи согласно технологической инструкции на марки 70К составляет 1710 С0 , экономия по температуре составит 60 С0.
Для того, чтобы нагреть плавку на 60 С0, необходимо отработать ~ 5 минут. (1 минута работы печи под током дает увеличение температуры металла на 12 С0) Это время переносится на установку «печь-ковш».
За счёт увеличения расхода кислорода на интенсификацию плавки длительность снизиться на 3 минут.
2. Снижение расхода электроэнергии
Расход электроэнергии на 1 тонну составляет:
513,8 кВтч/тн.
при длительности плавки под током 53 минуты экономия электроэнергии за счёт сокращения длительности плавки составит:
(513,8 кВтч.*101,9 тонн)/53 мин.* 3 мин.=2 964 кВтч/пл
Производственное задание - 600 000 тн /101,9 тн = 5 888 пл.;
Расход электроэнергии на «печи-ковше» , на 1 плавку составляет:
40 кВтч * 108,5 тонн = 4 340 кВтч/пл.
Экономия за год составит:
5 888 пл. * 2 964 кВтч/пл. = 17 452 032 кВтч;
ИТОГО 17 452 032 кВтч
Экономия электроэнергии на 1 тонну плавки составит:
17452032 кВТч/600000 = 29,08 кВтч/тн
3. Организация серийности разливки стали
Поступление металла на «печь-ковш» при организации производственного процесса на разведенных печах осуществляется каждые:
90 мин.- 12 мин.= 78 мин./2 = 39 мин.
В нормальных условиях одна печь без установки печь-ковш может обеспечить серийность в количестве 5 плавок при длительности разливки 78 мин. на 1 плавку.
Продолжительность разливки серии из 10 плавок составит 780 минут. Таким образом, при запасе металла на 195 мин. разливки, затраты времени на обработку и разливку последующей плавки составит:
24 мин. + 27 мин. = 51 мин.
Общий дефицит времени позволит обработать и разлить на одной МНЛЗ:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.