1.1 Исходные данные:
1. Тип производства – серийное.
2. Годовая программа выпуска – N=1500.
3. Норма расхода материалов на изделие – Нотх=26,2 кг.
4. Масса заготовки и масса детали – mд=2,0 кг, mз=2,6кг.
7. Цена 1 м² производственной площади 170000 руб..
8. Цена 1квт/ч 370000 руб..
9. Действительный фонд времени работы рабочих и оборудования Fд=1855 часов.
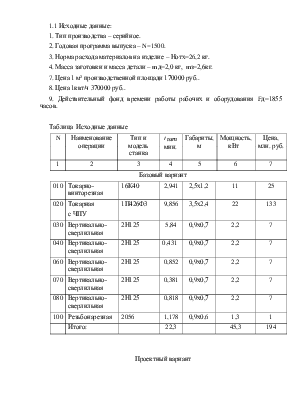
Таблица Исходные данные
|
N |
Наименование операции |
Тип и модель станка |
|
Габариты, м |
Мощность, кВт |
Цена, млн. руб. |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Базовый вариант
|
010 |
Токарно-винторезная |
16К40 |
2,941 |
2,5х1,2 |
11 |
25 |
|
020 |
Токарная с ЧПУ |
1П426Ф3 |
9,856 |
3,5х2,4 |
22 |
133 |
|
030 |
Вертикально-сверлильная |
2Н125 |
5,84 |
0,9х0,7 |
2,2 |
7 |
|
040 |
Вертикально-сверлильная |
2Н125 |
0,431 |
0,9х0,7 |
2,2 |
7 |
|
060 |
Вертикально-сверлильная |
2Н125 |
0,852 |
0,9х0,7 |
2,2 |
7 |
|
070 |
Вертикально-сверлильная |
2Н125 |
0,381 |
0,9х0,7 |
2,2 |
7 |
|
080 |
Вертикально-сверлильная |
2Н125 |
0,818 |
0,9х0,7 |
2,2 |
7 |
|
100 |
Резьбонарезная |
2056 |
1,178 |
0,9х0,6 |
1,3 |
1 |
|
Итого: |
22,3 |
45,3 |
194 |
Проектный вариант
|
010 |
Токарно-винторезная |
16К20 |
2,9 |
2,5х1,2 |
11 |
25 |
|
020 |
Токарная с ЧПУ |
1П426Ф3 |
9,5 |
3,5х2,4 |
22 |
133 |
|
030 |
Вертикально-сверлильная с ЧПУ |
2С150ПМФ4 |
4,04 |
3,1х2,7 |
17 |
108 |
|
Итого: |
16,45 |
50 |
266 |
1.2 .Краткое описание участка механического цеха.
Данный участок находится в механосборочном цехе. Работа участка осуществляется в одну смену, продолжительность которой составляет 8 часов. Оборудование на участке расположена по видам обработки.
Производительность и безопасность работника на токарном станке в значительной степени зависит от того, на сколько правильно организовано рабочее место.
Под рабочим местом подразумевается участок производственной площади, на котором размещается станок и другие устройства, необходимые для выполнения работы.
Рабочее место должно быть организовано таким образом, чтобы токарю не требовалось делать лишних движений, которые вызывают потерю производительного времени, а так же вызывают дополнительную усталость.
Для выполнения конкретной работы недостающий инструмент и приспособления работник берет в инструментальной кладовой.
Материалы на рабочие места доставляются в цех партиями по 30 штук при помощи электрокаров. Распределение деталей внутри цеха осуществляется кран-балкой. Уборка стружки производится сжатым воздухом и специальным ленточным конвейером.X
Безопасность труда − комплекс мероприятий и средств, обеспечивающих безопасность работающих во время выполнения работы.
Мероприятия:
−Обучение работающих безопасным приемам работы.
−Провтажей по ТБ ?
−Контроль выполнения работающих инструкций, правил по ТБ.
Средства:
−Ограждения опасных зон.
−Установка экранов, защитных кожухов.
−Применение средств индивидуальной защиты и др. .
В проектном ТП внесены следующие изменения: операции 030, 040, 060, 070, 080 и 100 вертикально-сверлильные и резьбонарезная объединены в одну вертикально-сверлильную с ЧПУ.
1.3.Расчет потребного количества оборудования и его загрузки.
В серийном и единичном типах производства расчет количества оборудования каждого вида на i – й операции определяется по формуле:
 шт где N=1500 – годовая
программа выпуска деталей, шт.
шт где N=1500 – годовая
программа выпуска деталей, шт.
![]() – время
обработки на i – й операции.
– время
обработки на i – й операции.
![]() =1,13 – коэффициент
выполнения норм.
=1,13 – коэффициент
выполнения норм.
![]() =1855часов – годовой
фонд времени работы оборудования, час.
=1855часов – годовой
фонд времени работы оборудования, час.
![]() , час где Fн =2038 – нормативный фонд времени работы оборудования.
, час где Fн =2038 – нормативный фонд времени работы оборудования.
α=9% - процент потерь рабочего времени по уважительной причине.
где ![]() – коэффициент загрузки;
– коэффициент загрузки;
![]() – расчетное количество оборудования, шт.;
– расчетное количество оборудования, шт.;
![]() – принятое число оборудования, шт.
– принятое число оборудования, шт.
Средний коэффициент загрузки по участку определяется по формуле:
где n – количество операций в тех. процессе.
![]()
1 .4.Расчет численности работающих на участке.
Расчет численности работающих на участке следует производить раздельно по категориям работающих.
1 .Численность основных рабочих (сдельщиков) определяется по формуле
где N=1500 – годовая программа выпуска, шт.;
![]() –
штучное время на каждой операции;
–
штучное время на каждой операции;
![]() =1862
– действительный годовой фонд времени одного рабочего, ч; берется на
предприятии.
=1862
– действительный годовой фонд времени одного рабочего, ч; берется на
предприятии.
![]() =1,13– коэффициент
выполнения норм времени на i–й операции
=1,13– коэффициент
выполнения норм времени на i–й операции
α=17%−процент потерь рабочего времени
Таблица 2− Сводная ведомость работающих на участке (Базовый вариант)
|
Категория работающих |
Разряд |
Метод определения |
Численность |
|
|
Расчетная |
Принятая |
|||
|
Основные рабочие |
|
|
0,259 |
8 |
|
010 Токарно-винторезная |
3 |
|
0,03 |
1 |
|
020 Токарная с ЧПУ |
4 |
|
0,12 |
1 |
|
030 Вертикально-сверлильная |
3 |
|
0,07 |
1 |
|
040 Вертикально-сверлильная |
3 |
|
0,005 |
1 |
|
060 Вертикально-сверлильная |
3 |
|
0,01 |
1 |
|
070 Вертикально-сверлильная |
3 |
|
0,004 |
1 |
|
080 Вертикально-сверлильная |
3 |
|
0,01 |
1 |
|
100 Резьбонарезная |
3 |
|
0,01 |
1 |
|
Вспомогательные рабочие |
5 |
Чвс=20%Чосн Чвс=0.259∙0.2 |
0.05 |
1 |
|
Руководители |
12 |
Р=3%(∑Чосн+∑Чвс) Р=0,03∙(0,259+0,05) |
0,01 |
1 |
|
Специалисты |
12 |
С=7%(∑Чосн+∑Чвс) С=0,07∙(0,259+0,05) |
0,02 |
1 |
|
Технические исполнители |
6 |
ТИ=2%(∑Чосн+∑Чвс) ТИ=0,02∙(0,259+0,05) |
0,006 |
1 |
|
МОП |
2 |
МОП=1%(∑Чосн+∑Чвс) МОП=0,01∙(0,259+0,05) |
0,003 |
1 |
Таблица 2− Сводная ведомость работающих на участке (Проектный вариант)
|
Категория работающих |
Разряд |
Метод определения |
Численность |
|
|
Расчетная |
Принятая |
|||
|
Основные рабочие |
|
|
0,18 |
3 |
|
010 Токарно-винторезная |
3 |
|
0,03 |
1 |
|
020 Токарная с ЧПУ |
4 |
|
0,1 |
1 |
|
030 Сверлильная с ЧПУ |
4 |
|
0,05 |
1 |
|
Вспомогательные рабочие |
5 |
Чвс=20%Чосн Чвс=0,2∙0,18 |
0,036 |
1 |
|
Руководители |
12 |
Р=3%(∑Чосн+∑Чвс) З=0,03∙(0,18+0,036) |
0,006 |
1 |
|
Специалисты |
12 |
С=7%(∑Чосн+∑Чвс) С=0,07∙(0,18+0,036) |
0,01 |
1 |
|
Технические исполнители |
6 |
ТИ=2%(∑Чосн+∑Чвс) ТИ=0,02∙(0,18+0,036) |
0,004 |
1 |
|
МОП |
2 |
МОП=1%(∑Чосн+∑Чвс) МОП=0,01∙(0,18+0,036) |
0,002 |
1 |
Средний разряд работ определяется по формуле
где Ч – количество человек на i-й операции;
Р – разряд рабочего на i-й операции;
![]() – количество
рабочих на участке.
– количество
рабочих на участке.
![]()
![]()
Производительность труда одного рабочего в шт./чел (выработка) за год определяется по формуле:
 н∙ч/чел где
н∙ч/чел где
![]() – основные.
– основные.
Базовый вариант:
![]() н∙ч/чел
н∙ч/чел
Проектный вариант:
![]() н∙ч/чел
н∙ч/чел
![]() ,
шт/чел
,
шт/чел
Базовый вариант:
![]() ,
шт/чел
,
шт/чел
Проектный вариант:
![]() ,
шт/чел
,
шт/чел
Вывод: В результате расчетов численность основных рабочих сократится
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.