
M24×2-8g служит для установки гайки, с помощью которой фиксируется на
валу передний подшипник.
Канавка 2,2(![]() ) служит для
установки стопорного кольца.
) служит для
установки стопорного кольца.
M72×1, 5-6e служит для установки гайки, с помощью которой производится
осевое перемещение ротора по валу.
M52×2-8g служит для установки гайки, с помощью которой фиксируется на
валу шкив и задний подшипник.
Шлицевый палец вала служит для крепления карданного вала через который передается крутящий момент от ВОМ.
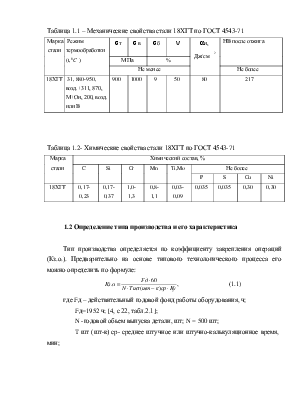
В качестве материала заготовки выбрана легирующая сталь 18ХГТ.
Легированная сталь-это сплав железа с углеродом (до 2%) и сопутствующими примесями в виде марганца, кремния, серы, фосфора, а так же различных легирующих элементов. Этот сплав – наиболее распространенный материал для изготовления поковок благодаря свойствам и относительной дешевизне.
Область применения легированной стали расширяется вследствие непрерывного повышения ее прочностных и технологических свойств, а также разработки новых марок со специальными физическими и химическими свойствами.
Таблица 1.1 – Механические свойства стали 18ХГТ по ГОСТ 4543-71
|
Марка стали |
Режим термообработки
(t, |
σт |
σв |
σб |
ψ |
αн, Дж/см |
НВ после отжига |
|
МПа |
% |
||||||
|
Не менее |
Не более |
||||||
|
18ХГТ |
31, 880-950, возд.+311, 870, М+Он, 200, возд. или В |
900 |
1000 |
9 |
50 |
80 |
217 |
Таблица 1.2- Химические свойства стали 18ХГТ по ГОСТ 4543-71
|
Марка стали |
Химический состав, % |
||||||||
|
C |
Si |
Cr |
Mn |
Ti,Mo |
Не более |
||||
|
P |
S |
Cu |
Ni |
||||||
|
18ХГТ |
0,17-0,23 |
0,17-0,37 |
1,0-1,3 |
0,8-1,1 |
0,03-0,09 |
0,035 |
0,035 |
0,30 |
0,30 |
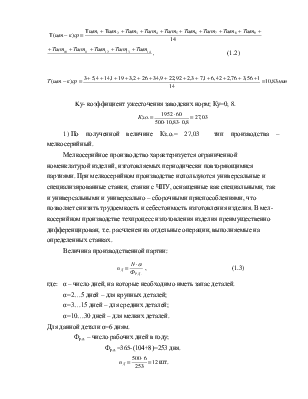
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций (Кз.о.). Предварительно на основе типового технологического процесса его можно определить по формуле:
![]() , (1.1)
, (1.1)
где Fд – действительный годовой фонд работы оборудования, ч;
Fд=1952 ч; [4, с 22, табл.2.1];
N -годовой обьем выпуска детали, шт; N = 500 шт;
T шт (шт-к) ср- среднее штучное или штучно-калькуляционное время, мин;
![]()
![]() (1.2)
(1.2)
![]()
Kу- коэффициент ужесточения заводских норм; Ку=0, 8.
![]()
Мелкосерийное производство
характеризуется ограниченной номенклатурой изделий, изготовляемых периодически
повторяющимися партиями. При мелкосерийном производстве используются универсальные
и специализированные станки, станки с ЧПУ, оснащенные как специальными, так и
универсальными и универсально – сборочными приспособлениями, что позволяет снизить
трудоемкость и себестоимость изготовления изделия. В мелкосерийном производстве
техпроцесс изготовления изделия преимущественно дифференцирован, т.е.
расчленен на отдельные операции, выполняемые на определенных станках.
Величина производственной партии:
![]() ,
(1.3)
,
(1.3)
где: α – число дней, на которые необходимо иметь запас деталей.
α=2…5 дней – для крупных деталей;
α=3…15 дней – для средних деталей;
α=10…30 дней – для мелких деталей.
Для данной детали α=6 дням.
Фр.д. – число рабочих дней в году;
Фр.д.=365-(104+8)=253 дня.
![]() шт.
шт.
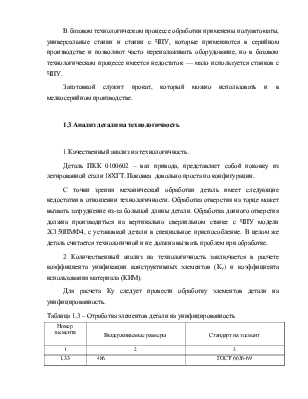
В базовом технологическом процессе обработки применены полуавтоматы, универсальные станки и станки с ЧПУ, которые применяются в серийном производстве и позволяют часто переналаживать оборудование, но в базовом технологическом процессе имеется недостаток — мало используется станков с ЧПУ.
Заготовкой служит прокат, который можно использовать и в мелкосерийном производстве.
1.3 Анализ детали на технологичность
1 Качественный анализ на технологичность.
Деталь ПКК 0100602 – вал привода, представляет собой поковку из легированной стали 18ХГТ. Поковка довольно проста по конфигурации.
С точки зрения механической обработки деталь имеет следующие недостатки в отношении технологичности. Обработка отверстия на торце может вызвать затруднение из-за большой длины детали. Обработка данного отверстия должна производиться на вертикально сверлильном станке с ЧПУ модели 2С150ПМФ4, с установкой детали в специальное приспособление. В целом же деталь считается технологичной и не должна вызвать проблем при обработке.
2 Количественный анализ на технологичность заключается в расчете коэффициента унификации конструктивных элементов (КУ) и коэффициента использования материала (КИМ).
Для расчета Ку следует провести обработку элементов детали на унифицированность.
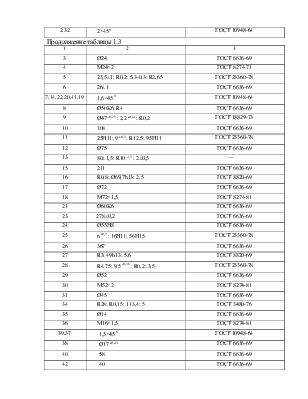
Таблица 1.3 – Отработка элементов детали на унифицированность
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1 |
2 |
3 |
|
1,33 |
486 |
ГОСТ 6636-69 |
|
2,32 |
2×45 |
ГОСТ 10948-64 |
Продолжение таблицы 1.3
|
1 |
2 |
3 |
|
3 |
Ø24 |
ГОСТ 6636-69 |
|
4 |
М24×2 |
ГОСТ 8274-71 |
|
5 |
23,5±1; R0,2; 5,3-0,3; R2,65 |
ГОСТ 23360-78 |
|
6 |
26±1 |
ГОСТ 6636-69 |
|
7,14,22,20,41,19 |
1,6×45 |
ГОСТ 10948-64 |
|
8 |
Ø50K6; R4 |
ГОСТ 6636-69 |
|
9 |
Ø47 |
ГОСТ 18829-73 |
|
10 |
108 |
ГОСТ 6636-69 |
|
11 |
25Н11; 9 |
ГОСТ 23360-78 |
|
12 |
Ø75 |
ГОСТ 6636-69 |
|
13 |
80±1,5; R10 |
— |
|
15 |
211 |
ГОСТ 6636-69 |
|
16 |
R0,8; Ø69,7h13; 2,5 |
ГОСТ 8820-69 |
|
17 |
Ø72 |
ГОСТ 6636-69 |
|
18 |
М72×1,5 |
ГОСТ 8274-81 |
|
21 |
Ø60K6 |
ГОСТ 6636-69 |
|
23 |
278±0,2 |
ГОСТ 6636-69 |
|
24 |
Ø55Н8 |
ГОСТ 6636-69 |
|
25 |
6 |
ГОСТ 23360-78 |
|
26 |
367 |
ГОСТ 6636-69 |
|
27 |
R3; 49h13; 5,6 |
ГОСТ 8820-69 |
|
28 |
R4.75; 9,5 |
ГОСТ 23360-78 |
|
29 |
Ø52 |
ГОСТ 6636-69 |
|
30 |
М52×2 |
ГОСТ 8274-81 |
|
31 |
Ø45 |
ГОСТ 6636-69 |
|
34 |
R28; R0,15; 113,4; 5 |
ГОСТ 3480-76 |
|
35 |
Ø14 |
ГОСТ 6636-69 |
|
36 |
М16×1,5 |
ГОСТ 8274-81 |
|
39,37 |
1,5×45 |
ГОСТ 10948-64 |
|
38 |
Ø17 |
ГОСТ 6636-69 |
|
40 |
58 |
ГОСТ 6636-69 |
|
42 |
40 |
ГОСТ 6636-69 |
![]() ,
(1.4)
,
(1.4)
где: QУ.Э. - число конструктивных элементов детали, которые выполнены
по
стандартам: резьбовые и шлицевые поверхности,
шпоночные па-
зы, фаски, радиусы скругления, канавки для сбега
резьбы или
выхода шлифовальных кругов, канавки для установки
стопор-
ных колец; или в соответствии с нормальными
рядами размеров
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.