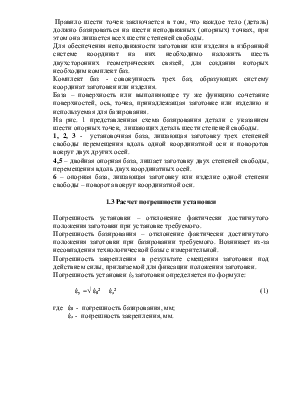








Правило шести точек заключается в том, что каждое тело (деталь) должно базироваться на шести неподвижных (опорных) точках, при этом она лишается всех шести степеней свободы.
Для обеспечения неподвижности заготовки или изделия в избранной системе координат на них необходимо наложить шесть двухсторонних геометрических связей, для создания которых необходим комплект баз.
Комплект баз - совокупность трех баз, образующих систему координат заготовки или изделия.
База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
На рис. 1 представленная схема базирования детали с указанием шести опорных точек, лишающих деталь шести степеней свободы.
1, 2, 3 - установочная база, лишающая заготовку трех степеней свободы перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
4,5 – двойная опорная база, лишает заготовку двух степеней свободы, перемещения вдоль двух координатных осей.
6 – опорная база, лишающая заготовку или изделие одной степени свободы – поворота вокруг координатной оси.
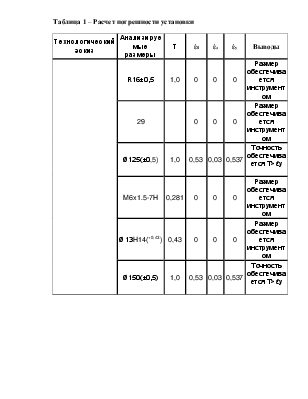
1.3 Расчет погрешности установки
Погрешность установки – отклонение фактически достигнутого положения заготовки при установке требуемого.
Погрешность базирования – отклонение фактически достигнутого положения заготовки при базировании требуемого. Возникает из-за несовпадения технологической базы с измерительной.
Погрешность закрепления в результате смещения заготовки под действием силы, прилагаемой для фиксации положения заготовки.
Погрешность установки έy заготовки определяется по формуле:
έy =√ έб2 έз2 (1)
где έб - погрешность базирования, мм;
έз - погрешность закрепления, мм.
Технологический эскиз |
Анализируемые размеры |
Т |
έб |
έз |
έy |
Выводы |
|
R16±0,5 |
1,0 |
0 |
0 |
0 |
Размер обеспечивается инструментом |
|
|
29 |
0 |
0 |
0 |
Размер обеспечивается инструментом |
||
|
Ø125(±0,5) |
1,0 |
0,53 |
0,03 |
0,537 |
Точность обеспечивается Т>έy |
|
|
M6x1.5-7H |
0,281 |
0 |
0 |
0 |
Размер обеспечивается инструментом |
|
|
Ø13H14(+0,43) |
0,43 |
0 |
0 |
0 |
Размер обеспечивается инструментом |
|
|
Ø150(±0,5) |
1,0 |
0,53 |
0,03 |
0,537 |
Точность обеспечивается Т>έy |
έб =
S max = D max – d min
Отв.TØ115
H9 ( ) D max =
0,087 мм
) D max =
0,087 мм
Вал. TØ115 d11 ( ) d min =
0,22 мм
) d min =
0,22 мм
S max = 115,087 - 114,660 = 0,427 мм
έб =  =
0,53 мм
=
0,53 мм
έy =√ έб2 + έз2 = √0,532 + 0,032 = 0,537 мм
1.4 Расчет усилия зажима заготовки в приспособлении
Расчет основных параметров зажимного механизма
Обрабатываемая деталь находится в равновесии вследствие действия сил резанья, зажима и реакций опор. При расчете сил зажима редко учитываются силы веса, центробежные и инерционные, возникающие при определенных условиях обработки.
Величина сил зажима рассчитывается исходя из условия равновесия всех перечисленных сил при полном сохранении контакта базовых поверхностей обрабатываемой детали с установочными элементами приспособления и при исключении возможности сдвига в процессе обработки.
1.4.1 Определяем коэффициент запаса [1,с.199]
K = k0 ![]() k1
k1![]() k2
k2![]() k3
k3 ![]() k4
k4![]() k5
k5![]() k6,
(2)
k6,
(2)
где k0 – гарантированный коэффициент запаса, k0 = 1,5;
k1 – для чистовой обработки, k1 = 1;
k2 –коэффициент, учитывающий увеличение сил резания от прогрессирующего затупления инструмента ( [1] табл.95),
k2 = 1.2;
k3 – коэффициент, учитывающий увеличение сил резания при прерывистом резании, k3 = 1;
k4 - коэффициент, учитывающий постоянство силы зажима при применении ручного зажима, k4 = 1.3;
k5 - коэффициент, учитывающий эргономику ручных зажимных элементов, k5 = 1;
k6 - коэффициент, учитываемый только при наличии крутящих моментов, стремящихся провернуть заготовку, если она установлена на планки или другие элементы с большой поверхностью контакта, k6 = 1,5.
K = 1,5 ![]() 1
1 ![]() 1,2
1,2 ![]() 1
1![]() 1,3
1,3 ![]() 1
1![]() 1,5 = 3,51
1,5 = 3,51
1.4.2 Расчет силы резания при сверлении
где D – диаметр получаемого отверстия (из ТП), D = 12,5 мм;
S0 – подача (из ТП), S = 0,2 мм/об;
Сp = 68; q=1; y = 0,7
Kp = (![]() )n
(4)
)n
(4)
σв = ![]() =
638,2 Мпа
=
638,2 Мпа
Kp = (![]() )0,75 = 0,9
)0,75 = 0,9
P0 = 10 ![]() 68
68 ![]() 12,51
12,51![]() 0,120,7
0,120,7![]() 0,9 = 1734 Н
0,9 = 1734 Н
1.4.3 Определяем усилие зажима
Рисунок 3 – Схема закрепления заготовки.
Исходя из схемы закрепления заготовки определяем силу зажима W заготовки
W= (5)
(5)
где
Мкр – крутящий момент на сверле, Мкр = 9700 Н![]() м Мкр = 10
м Мкр = 10![]() См
См ![]() Dq
Dq ![]() S0y
S0y ![]() Kp
Kp
f – коэффициент трения на рабочих поверхностях зажимов, f = 0,15;
k – коэффициент усилия зажима, K = 3,51 мм;
(6)
Мкр = 10![]() См
См ![]() Dq
Dq ![]() S0y
S0y ![]() Kp
Kp
где См = 0,0345; q = 2; y = 0,8;
D – диаметр инструмента, D = 12,5 мм;
S0 – подача, S0 = 0,2 мм/об;
Мкр
= 10![]() 0,0345
0,0345![]() 12.52
12.52![]() 0,20,8
0,20,8![]() 0,75 = 11800 Н
0,75 = 11800 Н![]() м
м
Kp = (![]() )n= (
)n= (![]() )0,75 = 0,9
)0,75 = 0,9
W = ![]() H
H
1.5 Расчет основных параметров зажимного механизма
Зажимные механизмы приспособлений служат для обеспечения надежного контакта заготовки с установочными элементами и предотвращения ее смещения и вибрации в процессе обработки.
Зажимные устройства приспособлений разделяются на простые (элементарные) и сложные (комбинированные), состоящие из нескольких простых. Простые зажимные устройства представляют собой элементарные механизмы (винтовые, эксцентриковые, рычажные и т.д.), сложные состоят из комбинации простых, соединенных в определенном порядке.
Ручные устройства приводятся в действие рабочим, механизированные работают от пневматических, гидравлических и других приводов, но управляются рабочим, автоматизированные приводятся в действие и управляются без участия рабочего.
Проанализировать исходные данные:
W = 7401 H и тип производства – крупносерийный.
W = Q = 7401 H.
Определяем диаметр болта приняв:
С = 1,4
[σ]p = 58÷98
d = c![]()
![]() , (7)
, (7)
тогда
d = 1,4 ![]()
![]() = 14,4 мм
= 14,4 мм
Принимаем стандартный болт по ГОСТ А.31.0175.40-91 М=16 мм
1.6 Расчет на прочность деталей приспособления
Прочность деталей можно рассчитывать по коэффициенту запаса или по номинальным допускаемым напряжениям, которые менее точны, но значительно проще.
С помощью расчета деталей на прочность можно решить две задачи:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.