








обеспечения неподвижности заготовки или изделия в избранной системе координат на них необходимо наложить шесть двухсторонних геометрических связей, для создания которых необходим комплект баз.
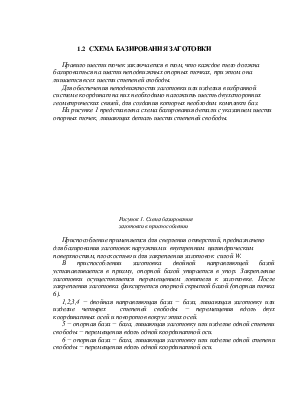
На рисунке 1 представлена схема базирования детали с указанием шести опорных точек, лишающих деталь шести степеней свободы.
Рисунок 1. Схема базирования заготовки в приспособлении
Приспособление применяется для сверления отверстий, предназначено для базирования заготовок наружним и внутренним цилиндрическим поверхностям, плоскостью и для закрепления заготовок силой W.
В приспособлении заготовка двойной направляющей базой устанавливается в призму, опорной базой упирается в упор. Закрепление заготовки осуществляется перемещением ловителя к заготовке. После закрепления заготовка фиксируется опорной скрытой базой (опорная точка 6).
1,2,3,4 − двойная направляющая база − база, лишающая заготовку или изделие четырех степеней свободы − перемещения вдоль двух координатных осей и поворотов вокруг этих осей.
5 − опорная база − база, лишающая заготовку или изделие одной степени свободы − перемещения вдоль одной координатной оси.
6 − опорная база − база, лишающая заготовку или изделие одной степени свободы − перемещения вдоль одной координатной оси.
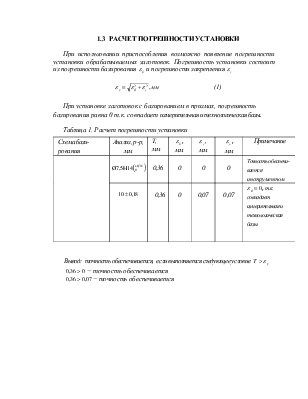
1.3 РАСЧЕТ ПОГРЕШНОСТИ УСТАНОВКИ
При использовании приспособления возможно появление погрешности установки
обрабатываемых заготовок. Погрешность установки состоит из погрешности
базирования ![]() и погрешности закрепления
и погрешности закрепления ![]()
![]() (1)
(1)
При установке заготовок с базированием в призмах, погрешность базирования равна 0 т.к. совпадает измерительная и технологическая базы.
Таблица 1. Расчет погрешности установки
|
Схема базирования |
Анализ, р-р, мм |
T, мм |
|
мм |
мм |
Примечание |
|
|
0,36 |
0 |
0 |
0 |
Точность обеспечивается инструментом |
|
|
|
0,36 |
0 |
0,07 |
0,07 |
|
Вывод: точность обеспечивается, если
выполняется следующее условие ![]()
![]() − точность обеспечивается
− точность обеспечивается
![]() − точность обеспечивается
− точность обеспечивается
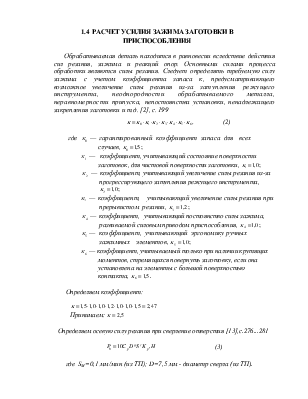
1.4 РАСЧЕТ УСИЛИЯ ЗАЖИМА ЗАГОТОВКИ В ПРИСПОСОБЛЕНИЯ
Обрабатываемая деталь находится в равновесии вследствие действия сил резания, зажима и реакций опор. Основными силами процесса обработки являются силы резания. Следует определять требуемую силу зажима с учетом коэффициента запаса к, предусматривающего возможное увеличение силы резания из-за затупления режущего инструмента, неоднородности обрабатываемого металла, неравномерности припуска, непостоянства установки, ненадлежащего закрепления заготовки и т.д. [2], с. 199
![]() (2)
(2)
где ![]() — гарантированный
коэффициент запаса для всех
— гарантированный
коэффициент запаса для всех
случаев,
![]() ;
;
![]() — коэффициент,
учитывающий состояние поверхности
— коэффициент,
учитывающий состояние поверхности
заготовок, для чистовой
поверхности заготовки, ![]() ;
;
![]() —
коэффициент, учитывающий увеличение силы резания из-за прогрессирующего
затупления режущего инструмента,
—
коэффициент, учитывающий увеличение силы резания из-за прогрессирующего
затупления режущего инструмента, ![]() ;
;
![]() — коэффициент, учитывающий
увеличение силы резания при прерывистом резании,
— коэффициент, учитывающий
увеличение силы резания при прерывистом резании, ![]() ;
;
![]() — коэффициент, учитывающий
постоянство силы зажима, развиваемой силовым приводом приспособления,
— коэффициент, учитывающий
постоянство силы зажима, развиваемой силовым приводом приспособления, ![]() ;
;
![]() — коэффициент, учитывающий
эргономику ручных зажимных
элементов,
— коэффициент, учитывающий
эргономику ручных зажимных
элементов, ![]() ;
;
![]() — коэффициент, учитываемый только при наличии крутящих
моментов, стремящихся повернуть заготовку, если она установлена на элементы с
большой поверхностью контакта,
— коэффициент, учитываемый только при наличии крутящих
моментов, стремящихся повернуть заготовку, если она установлена на элементы с
большой поверхностью контакта, ![]() .
.
Определяем коэффициент:
![]()
Принимаем: ![]()
Определяем осевую силу резания при сверление отверстия [13],с.276...281
![]() (3)
(3)
где SM=0,1 мм/мин (из ТП);D=7,5 мм - диаметр сверла (из ТП).
Из [13] выбираем значения коэффициентов: Ср=68; у=0,7; п=0,75; q=1
![]() (4)
(4)
 (5)
(5)
Тогда ![]()
Определяем момент от действия осевой силы при сверление
отверстия [13], с. 276. ..281
![]() (6)
(6)
где l=0,85− плечо силы; тогда
![]()
Рисунок 2 Схема действия сил
Исходя из схемы закрепления заготовки, определяем силу зажима Wзаготовки [2], табл. 9
![]() (7)
(7)
где R=60мм − радиус заготовки в месте закрепления ;
f1 =0,15 − коэффициент трения [2, табл.96]
fпр. − приведенный коэффициент трения
fпр.= f1 sinα
fпр.=0,15sin450=0,106
1.5 РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ ЗАЖИМНОГО
МЕХАНИЗМА
Проанализировав исходные данные W=11443,3Н и тип производства крупносерийный, применяем в качестве привода пневмоцилиндр двойного действия. Усилие Q, развиваемое на штоке пневмоцилиндра, передается на заготовку по схеме согласно рисунку 3
Рисунок 3 - Схема действия сил
Определяем диаметр цилиндра, приняв:
![]()
 (8)
(8)
Тогда  ,
,
Принимаем стандартный цилиндр ![]() ;
;
При ![]() .
.
1.6. РАСЧЕТ НА ПРОЧНОСТЬ ДЕТАЛИ ПРИСПОСОБЛЕНИЕ
Расчет на прочность резьбового соединения
Опыт показывает, что разрушение соединений (при статических и переменных нагрузках) происходит, как правило, из-за среза витков резьбы, а также из-за разрушения болтов по резьбовой части. При нагружении соединения внешней осевой силой полагают, что вся внешняя нагрузка воспринимается поршнем…. Тогда в наименьшем сечении стержня поршня по внутреннему диаметру резьбы будут действовать растягивающие напряжения
![]() (9)
(9)
где [σр]=0,2σТ =100 МПа для болта из стали 35; W=11443,3Н - сила, действующая в соединении.
Диаметр стержня болта определяем из этого условия по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.