














Техника безопасности при наладке металлообрабатывающего оборудования.
Процесс наладки станка требует от учащегося повышенного внима-ния , строгого соблюдения инструкций по наладке станка и инструкции по технике безопасности. При наладке станка с ЧПУ необходимо соб-людать следующие основные положения:
1.Перед наладкой станка необходимо предварительно ознакомить-ся с методическими указаниями по его наладке и эксплуатации, в со-ответствии с ГОСТ 12.2.009-75 «Станки металлообрабатывающие. Общие требования безопасности и производственной санитарии при холодной обработке металлов ».
2.Работу на станке производить только с закрытым ограждением. Открывать ограждение до окончания цикла запрещается.
3.Включение вводного выключателя производить только при закрытых дверках электрошкафов ,системы ЧПУ и других элементах электро-оборудования.
4.При выполнении лабораторных работ, переключения органов управления производит только один учащийся.
5.В случае возникновения аварийной ситуации, требующей оста-новки шпинделя станка ,нажать аварийную кнопку "Общий стоп".
6.Припроверки программ убедиться в возможности безаварийного обслуживания и проверить направление перемещения в автоматичес-ком режиме без установки заготовки.
7.При проверке взаимодействия механизмов находиться в зоне перемещения рабочих органов запрещается.
8.Рабочее место у станка не должно быть скользким , загрязнён –ным.
9.Складирование стружки на рабочем месте не допускается.
10.После окончания работы ,сдать рабочее место преподователю и отключить станок.
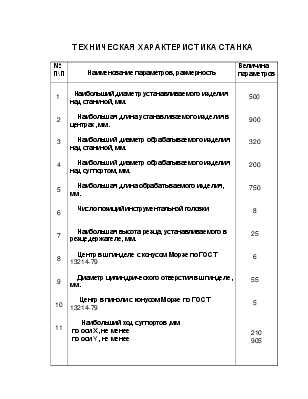
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
|
№ П\П |
Наименование параметров, размерность |
Величина параметров |
|
1 2 3 4 5 6 7 8 9 10 11 |
Наибольший диаметр устанавливаемого изделия над станиной, мм. Наибольшая длина устанавливаемого изделия в центрах, мм. Наибольший диаметр обрабатываемого изделия над станиной, мм. Наибольший диаметр обрабатываемого изделия над суппортом, мм. Наибольшая длина обрабатываемого изделия, мм. Число позиций инструментальной головки Наибольшая высота резца, устанавливаемого в резцедержателе, мм. Центр в шпинделе с конусом Морзе по ГОСТ 13214-79 Диаметр цилиндрического отверстия в шпинделе, мм. Центр в пиноли с конусом Морзе по ГОСТ 13214-79 Наибольший ход суппортов ,мм по оси Х, не менее по оси Y, не менее |
500 900 320 200 750 8 25 6 55 5 210 905 |
|
1 |
2 |
3 |
|
12 13 14 15 16 17 18 19 20 |
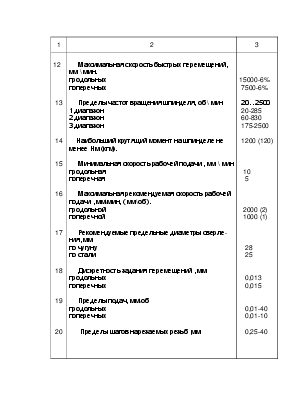
Максимальная скорость быстрых перемещений, мм \ мин. продольных поперечных Пределы частот вращения шпинделя, об \ мин 1 диапазон 2 диапазон 3 диапазон Наибольший крутящий момент на шпинделе не менее Нм (кгм). Минимальная скорость рабочей подачи , мм \ мин продольная поперечная Максимальная рекомендуемая скорость рабочей подачи , мм\мин, ( мм\об ). продольной поперечной Рекомендуемые предельные диаметры сверле-ния, мм по чугуну по стали Дискретность задания перемещений , мм продольных поперечных Пределы подач, мм\об продольных поперечных Пределы шагов нарезаемых резьб ,мм |
15000-6% 7500-6% 20…2500 20-285 60-830 175-2500 1200 (120) 10 5 2000 (2) 1000 (1) 28 25 0,013 0,015 0,01-40 0,01-10 0,25-40 |
|
1 |
2 |
3 |
|
21 22 23 24 |
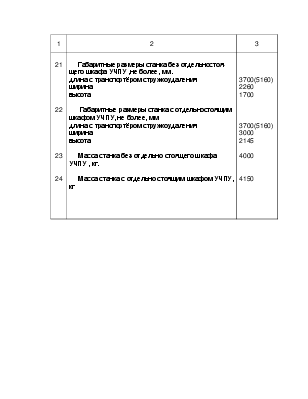
Габаритные размеры станка без отдельностоя-щего шкафа УЧПУ ,не более, мм. длина с транспортёром стружкоудаления ширина высота Габаритные размеры станка с отдельностоящим шкафом УЧПУ, не более, мм длина с транспортёром стружкоудаления ширина высота Масса станка без отдельно стоящего шкафа УЧПУ , кг. Масса станка с отдельно стоящим шкафом УЧПУ, кг |
3700(5160) 2260 1700 3700(5160) 3000 2145 4000 4150 |
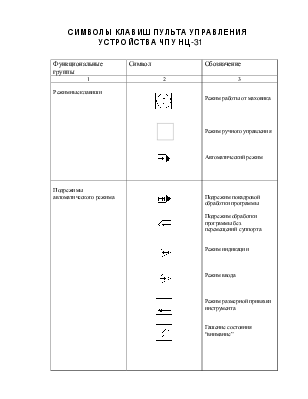
СИМВОЛЫ КЛАВИШ ПУЛЬТА УПРАВЛЕНИЯ
УСТРОЙСТВА ЧПУ НЦ-31
|
Функциональные группы |
Символ |
Обозначение |
|
1 |
2 |
3 |
|
Режимные клавиши |
|
Режим работы от маховика Режим ручного управления Автоматический режим |
|
Подрежимы автоматического режима |
|
Подрежим покадровой обработки программы Подрежим обработки программы без перемещений суппорта Режим индикации Режим ввода Режим размерной привязки инструмента Гашение состояния “внимание” |
|
Группа исполнительных клавиш |
|
Клавиша останова Клавиша пуска Клавиша ввод в память |
|
Группа клавиш индикации положения и выбора направления движения от маховичка |
|
Поперечное направление и индикация положения по оси Х Продольное направление к индикации положения по оси Z |
|
Группа клавиш перемещения в ручном режиме |
|
-X = к оси точения +Х = от оси точения -Z = к передней бабке +Z = к задней бабке ускоренное перемещение |
|
Группа клавиш специального назначения |
|
Клавиша задания признака относительной системы отсчета Клавиша задания признака быстрого хода Клавиша деблокировки памяти в режиме ввода Клавиша на разрешение на ввод и индикацию параметров системы Клавиши задания признака снятия фаски под углом ±450
Клавиша задания признака “звездочка”, указывающего на вхождение кадра в группу |
|
Органы управления и их назначение |
Способы использования |
Примечание |
|
Панель управления станка |
Включение станка, включение шпинделя в толчковом режиме |
|
|
Рукоятка установки диапазона частоты вращения шпинделя |
Переключение рукоятки производится в соответствии с таблицей диапазонов на шпиндельной бабке |
|
|
Ось ручного перемещения поперечного суппорта |
Поворот по часовой стрелке- подвод суппорта, против часовой стрелки отвод отвод суппорта |
|
|
Пульт управления |
Управление работой станка в соответствии с символами на панелях управления. Ввод программы и параметров работы. Контроль заданной программы |
|
|
Рукоятка зажима задней бабки на станке |
Поворот рукоятки от себя обеспечивает зажим задней бабки на станке, поворот на себя – освобождение задней бабки и включение пневморазгрузки |
|
|
Панель управления транспортером стружки |
Включение, включение и реверс транспортера кнопками и переключателями в соответствии с символикой и указаниями в руководстве по эксплуатации транспортером |
|
|
Ось ручного перемещения продольной каретки |
Поворот по часовой стрелке – перемещение каретки вправо, поворот против часовой стрелке – перемещение каретки влево |
|
|
Клавиатура УЧПУ |
Вводи редактирование управляющей программы и параметров работы. Управление работой станка в ручном и наладочном режиме в соответствии с символикой на клавиатуре и тех. Документации на УЧПУ |
|
|
Педаль управления перемещением пиноли (сдвоенная) |
Нажимом на педаль вызывается подвод и отвод пиноли |
|
|
Педаль управления патроном (сдвоенная) |
Нажатием на педаль вызывается зажим и разжим детали в патроне |
|
|
Блок отображения символьной информации |
Визуализация программы обработки, коррекция инструмента, индикация сбоев и неисправностей и т.д. |
На станках 16А20Ф3С32 с узлом 16А20Ф3512 |
|
Рукоятка зажима пиноли задней бабки |
Наклон рукоятки влево соответствует разжиму пиноли, наклон вправо – зажиму |
Может быть заменено на набор пружин постоянного регулируемого поджима |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.