Одна из основных задач нефтеперерабатывающей промышленности – при минимальных затратах (капитальных, эксплуатационных и др.) получить максимальный выход продуктов. Успешное решение данной проблемы во многом зависит от выбора поточной схемы завода.
Выбору поточной схемы завода посвящен первый раздел данной работы. С каждым годом нефти поступающие на завод становятся все более тяжелыми и сернистыми, что связано с истощением запасов малосернистых и малосмолистых нефтей.
Для увеличения глубины переработки нефти в схему завода была включена установка каталитического крекинга.
Для увеличения доли отбора высокооктанового компонента автобензина в схему были включены установки сернокислотного алкилирования и каталитической изомеризации. Также следует отметить, что хотя на установке алкилирования используется серная кислота, что сопряжено с экологическими проблемами, но получающийся высококачественный компонент автобензина позволил включить данный объект в схему завода.
Производство компонента зимнего дизельного топлива обеспечивается на установке карбамидной депарафинизации фр. 230-350оС.
1. Технологическая часть
В данном разделе представлены материальные балансы и краткое описание технологических установок.
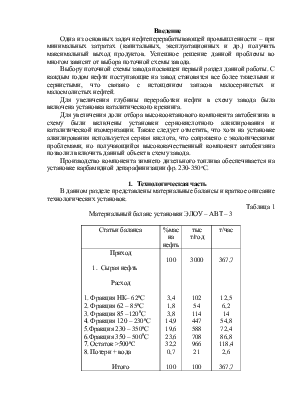
Материальный баланс установки ЭЛОУ – АВТ – 3
|
Статьи баланса |
%мас на нефть |
тыс т/год |
т/час |
|
Приход 1. Сырая нефть Расход 1. Фракция НК– 620С 2. Фракция 62 – 850С 3. Фракция 85 –1200С 4. Фракция 120 – 2300С 5.Фракция 230 – 3500С 6.Фракция 350 – 5000С 7. Остаток >5000C 8. Потери + вода Итого |
100 3,4 1,8 3,8 14,9 19,6 23,6 32,2 0,7 100 |
3000 102 54 114 447 588 708 966 21 100 |
367,7 12,5 6,2 14 54,8 72,4 86,8 118,4 2,6 367,7 |
Данная установка предназначена для переработки Усть-Балыкской нефти (смесь) добываемой на Сургутском своде Западно-Сибирской низменности. Характеристика сырья установки - r204 = 0,8704, М = 284.
На установке получают фракцию нк-62оС (сырье установки изомеризации), 62-85оС, 85-120оС (сырье каталитического риформинга), 120-230оС (керосиновая фракция топливо по своим свойствам эта фракция может быть использована как реактивное топливо РТ), 230 – 350оС (после депарафинизации может быть использована как компонент зимнего дизельного топлива), фракция 350 – 500оС (сырье каталитического крекинга), остаток > 500оС (сырье установки непрерывного коксования).
Таблица 2
Материальный баланс установки депарафинизации фракции 230 – 3500С
|
Статьи баланса |
%мас на сырье |
%мас на нефть |
т/год |
|
Приход 1.Фракция 230 – 3500С Расход 1. Депарафинизат 2. Парафин 3. Променжуточная фракция 4. Потери Итого |
100 80 9,6 9,7 0,7 100 |
19,6 15,68 1,88 1,9 0,14 19,6 |
588000 470400 56448 57036 4116 588000 |
На установке получают депарафинизат (компонент зимнего ДТ), жидкий парафин (сырье НХС), промежуточная фракция (используется как компонент летнего ДТ).
Таблица 3
Материальный баланс установки гидрообессеривания
|
Статьи баланса |
%мас на сырье |
%мас на нефть |
т/год |
|
Приход 1. Вакуумный газойль (фракция 350 – 5000С) 2. ВСГ (в расчете на 100% водород) Итого Расход 1. Углеводордный газ (С1 – С4) 2. Бензин 3. Компонент дизельного топлива 4. Тяжелый газойль (сырье каталитического крекинга) 5. Остаток > 5400С 6. Сероводород 7. Потери Итого |
100 1,0 101,0 2,7 15,8 10,6 40,0 30,0 1,2 0,7 101 |
23,6 0,24 23,84 0,64 3,73 2,50 9,44 7,08 0,29 0,17 13,84 |
708000 7080 715080 19307 111864 75048 283200 212400 8581 5006 715080 |
Таблица 4
Материальный баланс установки непрерывного коксования
|
Статьи баланса |
%мас на сырье |
%мас на нефть |
т/год |
|
Приход 1. Остаток > 5000С Расход 1. Углеводородный газ 2. Бензин 3. Легкий газойль (на кат. крекинг) 4. Тяжелый газойль 5. Кокс в том числе товарный 6. Потери Итого |
100 15,0 20,0 19,2 24,6 20,5 11,5 0,7 100 |
32,2 4,83 6,44 6,18 7,92 6,60 3,70 0,23 32,20 |
966000 144900 193200 185472 237636 198030 111090 6762 966000 |
На установке получают дополнительные количества легких дистиллятных фракций.
Таблица 5
Материальный баланс установки каталитического крекинга
|
Статьи баланса |
%мас на сырье |
%мас на нефть |
т/год |
|
Приход 1. Гидрогенизат (фр. 350 – 5400С) 2. ЛГ коксования Итого Расход 1. Углеводородный газ 2. Бензин 3. ЛГКК (фр. 200 – 2900С) 4. ТГКК (фр.> 2900С) 5. Кокс +потери Итого |
60,43 39,57 100 16 48,0 12,9 19,5 3,6 100 |
9,44 6,18 15,62 2,5 7,5 2,01 3,05 0,56 15,62 |
283200 185472 468672 74987,5 224962,6 60458,7 91391 168720,2 468672 |
Таблица 6
Материальный баланс установки каталитического риформинга
|
Статьи баланса |
%мас на сырье |
%мас на нефть |
т/год |
|
Приход 1. Бензиновая фракция 85 – 1200С 2. Бензин коксования 3. Бензин с гидрообессеривания Итого Расход 1. Стабильный катализат 2. ВСГ 3. Головка стабилизации 4. Сухой газ 5. Сероводород 6. Потери Итого |
27,20 46,10 26,69 100 81,7 6,3 3,6 5,7 1,0 1,7 100 |
3,8 6,44 3,73 13,97 11,41 0,88 0,50 0,80 0,14 0,24 13,97 |
114000 193200 111864 419064 342375,3 26401,1 15086,3 23886,3 4190,6 7124,1 419064 |
На установке из низкокачественных бензиновых фракций, с предварительной гидроочисткой сырья, получают высокооктановый компонент автобензина.
Таблица 7
Материальный баланс установки изомеризации
|
Статьи баланса |
%мас на сырье |
%мас на нефть |
т/год |
|
Приход 1. Фракция н.к. – 620С 2. ВСГ Итого Расход 1. Компонент автобензина 2. Сжиженный газ 3. Сухой газ 4. Потери Итого |
100 0,8 100,8 82,4 16,5 1,2 0,7 100,8 |
3,4 0,03 3,43 2,80 0,57 0,04 0,02 3,43 |
102000 816 102816 84048 16965 1234 720 102816 |
На установке получают высокооктановый компонент автобензина (в основном иопентан и изооктаны).
Таблица 8
Материальный баланс установки сернокислотного алкилирования
|
Статьи баланса |
%мас на сырье |
%мас на нефть |
т/год |
|
Приход 1. ББФ Расход 1. Легкий алкилат 2. Тяжелый алкилат 3. Отработанная ББФ 4. Потери Итого |
100 60 6,5 32,8 0,7 100 |
2,15 1,29 0,14 0,70 0,02 2,15 |
64429,4 38657,7 4187,9 21132,8 451 64429,4 |
Данная установка позволяет вырабатывать компонент автобензина с высоким октановым числом (95 – 98), что позволяет использовать ее в качестве высокооктанового компонента товарного бензина, которая не содержит ароматических углеводородов, как бензин кат. риформинга.
Таблица 9
Материальный баланс установки производства водорода
|
Статьи баланса |
%мас на газ |
%мас на нефть |
т/год |
|
Приход 1. Сухой газ, в том числе Н2 С1 С2 Расход 1. ВСГ, в том числе Н2 СН4 2. Потери Итого |
100 7,41 34,57 58,02 100 95 4,6 0,4 100 |
0,8 0,8 0,76 0,04 ≈0 0,8 |
23886,6 1770 8257,6 13859 23886,6 22692,3 1098,8 95,5 |
Установка кат. риформинга не может обеспечить данный завод водородом, поэтому для обеспечения установки гидрообессеривания и изомеризации ВСГ, необходимо в схему включить установку по производству водорода.
Таблица 10
Материальный баланс абсорбционно-газофракционирующей установки
|
Статьи баланса |
%мас на газ |
%мас на нефть |
т/год |
|
Приход 1. Газ коксования, в том числе Н2 СН4 С2Н4 С2Н6 ∑С3 ∑С4 2. Газ с каталитического крекинга Н2, С1 – С2 ∑С3 ∑С4, в том числе н-С4Н10 i-С4Н10 н-С4Н8 i-C4H8 ∑C5 3. Предельный газ, в том числе С1 С2 С3 С4 Итого Расход 1. Сухой газ (С1, С2, Н2) 2. ППФ 3. ББФ 4. ∑С5 5. Потери Итого |
60,56 33,23 14,17 13,16 31,35 4,26 7,52 13,79 2,76 6,27 3,6 1,12 5,78 8,09 1,9 1,64 3,67 0,88 100 40,00 25,30 27,82 5,78 1,00 100 |
4,83 2,65 1,13 1,05 2,5 0,34 0,6 1,1 0,22 0,5 0,29 0,09 0,46 0,64 0,15 0,13 0,29 0,07 7,97 3,19 2,02 2,20 0,46 0,1 7,97 |
144900 79508 33904 31488 74987,5 10190 17987 32985 6602 14998 8707 2678 13825,5 19307 4534 3914 8759 2100 239194,5 95677,8 60516,2 66544 13825,5 2631 239194,5 |
Для разделения образующегося в процессе переработки газов необходимо включить в схему абсорбционно-газофракционирующую установку. На установке получают: сухой газ (технологическое топливо), пропан-пропиленовую фракцию (может быть использована как сырье установки полимеризации для производства дополнительных количеств бензина, или как сырье НХС), ББФ (сырье алкилирования),
Таблица 11
Сводный материальный баланс
|
Статьи баланса |
%мас на нефть |
т/год |
|
Приход 1. Сырая нефть Расход 1. 62 – 850С 2. 120 – 2300С 3. Депарафинизированная фракция 230 – 3500С 4. Парафин 5. Промежуточная фракция (компонент летнего ДТ) 6. Компонент ДТ с гидрообессеривания 7. ТГ коксования 8. Кокс, в том числе товарный 9. Бензин кат. Крекинга 10. ЛГКК (200 – 2900С) 11. ТГКК (>2900С) 12. Бензин каталитического риформинга 13. Изомеризат 14. Сухой газ 15. С3 – С4 16. ППФ 17. Отработанная ББФ 18. Легкий алкилат 19. Тяжелый алкилат 20. Водород 21. Сероводород 22. Остаток >5400С 23. Потери Итого |
100 1,8 14,9 15,68 1,88 1,90 2,5 7,92 6,6 3,7 7,5 2,01 3,05 11,41 2,8 4,03 1,07 2,02 0,7 1,29 0,14 0,56 0,43 7,08 2,73 100 |
3000000 54000 447000 470400 56488 57036 75048 237636 198030 111090 224962,6 60458,7 91391 342375,3 84048 120798,4 32051,3 60516,2 21192,8 38657,7 4187,9 16806,6 12771,6 212400 64777,8 3000000 |
2.РАСЧЕТНАЯ ЧАСТЬ
2.1. Технологический расчет колонны К-1.
Колонна К-1 предназначена для отбензинивания нефти и получения смеси жирного газа и легкой бензиновой фракции НК-85 (НК-62). На большинстве установок АТ и АВТ она используется для выделения жирного газа и фракции НК-120, иногда НК-140. Это вызвано тем, что параметры колонны не обеспечивают должной четкости ректификации.
Энтальпия сырья, поступающего в колонну, невелика (нефть в теплообменниках нагревается до 200-260 ºС), поэтому в колонне не создается достаточного для ректификации теплового потока. Для ввода дополнительного тепла и создания первого орошения вниз отгонной части подается горячая струя.
Жидкостное орошение вверху колонны создается подачей холодного орошения.
Загрузку колонны по сырью определяем из расчета 340 рабочих дней
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.