Шорсткість у виробничих умовах оцінюється різними методами. Одним з найпоширеніших є метод порівняння за допомогою зразка шорсткості. Суть цього методу полягає у порівнянні контрольованої поверхні з поверхнею спеціально виготовленого еталона зразка шорсткості. Зразки шорсткості (рисунок 8) - це металеві пластини з плоскою або циліндричною робочою поверхнею розміром 30х20 мм. Робочу поверхню кожного зразка обробляють одним із таких способів: зовнішнім точінням, внутрішньою розточкою, зенкеруванням, розвірчуванням, струганням, фрезеруванням, шліфуванням (круглим, плоским, торцевим або внутрішнім).
![]()
Рисунок 8 - Зразки шорсткості поверхні.
Порівняння поверхні деталі і зразка проводять візуально. Надійними результатами контролю бувають лише для поверхонь до R3 = 6,3 мкм. Застосування лупи забезпечує оцінку шорсткості до Кл = 0,32 мкм.
Вибираючи зразки для контролю шорсткості поверхні деталі, потрібно додержувати таких умов:
- зразок має бути виконаним з того самого матеріалу, що й контрольована деталь;
- робоча поверхня повинна бути оброблена тим самим методом, що й контрольована поверхня деталі;
- геометрична форма робочої поверхні зразка має відповідати геометричній формі контрольованої поверхні деталі.
Замість зразків шорсткості іноді застосовують готову деталь, шорсткість поверхні якої атестовано спеціальними вимірювальними приладами.
Метод порівняння контрольованої поверхні з поверхнею зразка вимагає певного навику і не гарантує визначення класу шорсткості з високою точністю через відмінності у відчуттях контролерів.
![]() Лекальні
лінійки [ГОСТ8026—75] призначені для контролю прямолінійності і площинності невеликих
поверхонь деталей методом світової щілини.
Лекальні
лінійки [ГОСТ8026—75] призначені для контролю прямолінійності і площинності невеликих
поверхонь деталей методом світової щілини.
![]()
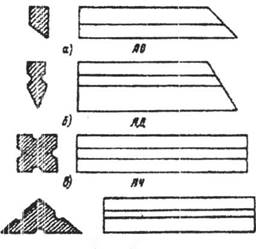
а—з одностороннім скосом (ЛО), Рисунок 10 - Перевірка прямолінійності
б—з двостороннім скосом (ЛД), в—чотирьохгранні (ЛЧ), г—трьохгранні (ЛТ).
Рисунок 9 - Лекальні лінійки ліня вимірювання
![]()
Рисунок 11- Перевірка площинності
![]() Щупи
Щупи
Щупи [ГОСТ 882-75] призначені для визначення розміру зазора між двома поверхнями контактним методом. Щуп являє собою сталеву з рівнобіжними вимірювальними площинами платівку визначеної товщини. Щупи комплектуються в набори, у яких пластини закріплюються в обойму в порядку зростання їхньої товщини. Існують чотири номери наборів, товщина щупів у їх обмежена діапазоном 0,02-1 мм.
![]()
Рисунок 12 - Набір щупів в обоймі
Щупи довжиною 100 мм мають наступні номінальні розміри:
- набір № 1(9 щупів) - 0.02: 0.03: 0,04: 0.05: 0.06: 0.07: 0.08: 0.09: 0.1 мм;
- набір №2 (17 щупів) - 0,02: 0.03-0.04; 0.05: 0.06; 0.07: 0.08: 0.09: 0 1-0.15: 0.2: 0.25: 0.3: 0.35: 0.4; 0.45: 0.5 мм;
- набір №3(10 щупів) - 0,55; 0.6: 0.65: 0.7; 0.75: 0.8: 0.85: 0.9; 0.95; 1 мм;
- набір №4 (10 щупів) - 0.1; 0.2: 0,3: 0.4: 0.5: 0.6: 0,7: 0.8: 0.9: 1мм.
![]()
![]()
Рисунок 13 - Застосування щупа Рисунок 14- Застосування щупа при перевірці перпендикулярності
![]() Шаблони радіусні [ГОСТ 4126-82]
Шаблони радіусні [ГОСТ 4126-82]
![]() Шаблони
радіусні призначені для контролю радіусів увігнутих і опуклих поверхонь.
Радіусний шаблон являє собою сталеву пластину, кінець якої виконаний по дузі
опуклого або увігнутого радіуса. Опуклі поверхні виробів контролюють увігнутими
шаблонами, увігнуті поверхні - опуклими шаблонами. Контроль роблять сполученням
шаблона з що перевіряється поверхнею: по розмірі і рівномірності просвітку
судять про якість обробки поверхні.
Шаблони
радіусні призначені для контролю радіусів увігнутих і опуклих поверхонь.
Радіусний шаблон являє собою сталеву пластину, кінець якої виконаний по дузі
опуклого або увігнутого радіуса. Опуклі поверхні виробів контролюють увігнутими
шаблонами, увігнуті поверхні - опуклими шаблонами. Контроль роблять сполученням
шаблона з що перевіряється поверхнею: по розмірі і рівномірності просвітку
судять про якість обробки поверхні.
![]() Рисунок
15 - Набір радіусних шаблонів
Рисунок
15 - Набір радіусних шаблонів
![]() Рисунок 16
- Застосування радіусних шаблонів
Рисунок 16
- Застосування радіусних шаблонів
Різьбові шаблони
![]()
Рисунок 17 – Шаблон і контроль різьби
Шаблони різьбові [ГОСТ 519— 77] призначені для визначення номінального розміру кроку різьби і (з малою точністю) її профілю. Різьбові шаблони комплектують у набори для метричних і дюймового різьб. Межі величини кроку для метричних різьб від 0,4 до 6 мм. для дюймових різьб — від 28 до 11 ниток на 1 дюйм.
Калібри і шаблони
Калібри і шаблони є одномірним інструментом без шкал, тому застосування їх підвищує продуктивність праці. Калібри і шаблони особливо широко застосовуються в масовому і серійному виробництві для контролю розмірів, форми і взаємного розташування поверхонь
Граничні калібри
Калібри-скоби для контролю валів
Прохідна сторона (ГІР) скоби [ГОСТ 2216-84] має розмір, рівний найбільшому граничному розміру вала, а непрохідна (НЕ) - найменшому граничному розміру вала.
![]()
Рисунок -18 - Скоба листова двостороння від 1 до 50 мм
![]()
![]()
![]() Рисунок
19 - Скоба листова одностороння від 1 до 180 мм
Рисунок
19 - Скоба листова одностороння від 1 до 180 мм
![]()
![]() Застосування калібрів-скоб
Застосування калібрів-скоб
Прохідна сторона калібрів (ПР) для валів повинна проходити в що перевіряється поверхню контрольованого розміру, а непрохідна (НЕ) не повинна в її проходити. Вимірювальні поверхні калібрів повинні бути злегка змазаними.
Застосування надмірних зусиль при вимірі призводить до неправильних
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.