Міністерство освіти і науки, молоді та спорту України
Полтавський політехнічний коледж
Національного технічного університету
«Харківський політехнічний інститут»
5.05050302.ЛР01.001 ПЗ
Розробив студент О.
Перевірив викладач Т.
2012
ЗМІСТ
1 Мета роботи. 3
2 Обладнання. 3
3 Хід роботи. 3
Висновки і пропозиції 11
Література. 12
4 Контрольні запитання. 13
1 МЕТА РОБОТИ
Закріпити знання з розрахунку КП з використанням стандартних циклів циліндричної торцевої та чистової обробки деталей.
2 ОБЛАДНАННЯ
Верстат 16К20Т1 з ПЧПК (електроніка НЦ 3102); циліндрична заготовка деталі; різці: відрізний, підрізний, прохідний.
3 ХІД РОБОТИ
3.1 Відомості про деталь
Деталь – чотирьохступінчастий вал, має просту форму, розміри поверхонь валу наведені в таблиці 1, ескіз деталі наведений на рисунку 1, креслення деталі зображено в Додатку А.
Таблиця 1 – Розміри поверхонь деталі вал(Варіант 53)
|
№ вар |
№ рис |
D1 |
D2 |
D3 |
D4 |
L1 |
L2 |
L3 |
L4 |
C |
n, об/хв |
S, мм/об |
|
53 |
8 |
42 |
55 |
65 |
75 |
125 |
28 |
90 |
34 |
2 |
560 |
0,25 |
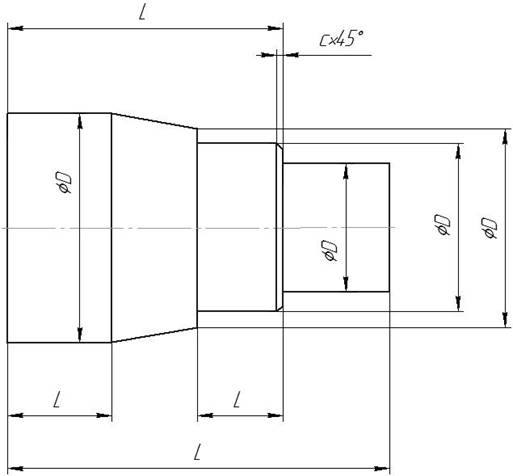
Рисунок 1 – Ескіз деталі
3.2 Відомості про заготовку
В даній роботі представлено 2 види заготовки - прокат гарячекатаний круглий діаметром Ø80. Креслення заготовки валу з прокату зображено у додатку Б.
Креслення заготовки валу з штампування зображено у додатку В.
Деталь вал виготовляється з Сталь 40Х, механічні властивості цього матеріалу представлені в таблиці 2.
Таблиця 2 - Механічні властивості Сталь 40Х ГОСТ4543-71.
|
Твердість по Брінелю, НВ |
Границя міцності на розтяг, кН/мм |
Границя тягучості, кН/мм2 |
Тимчасовий опір розриву, кГс/мм2 |
Відносне подовження, δ, % |
Відносне звуження, Ѱ, % |
|
136 |
420 |
250 |
420 |
25 |
55 |
Знаходимо масу вала, зображеного у додатку А, Мд, кг, за формулою (1)
![]() ,
(1)
,
(1)
де М1 ... М4 - маса ступеней валу, кг
Масу ступені валу визначаємо за формулою 2
![]() ,
(2)
,
(2)
де li - довжина ступені валу, мм;
Di - діаметр ступені валу, мм;
ρ - густина матеріалу, кг/м3;




![]()
Маса заготовки з штампування, зображеного у додатку Б, Мз , кг, за формулою (2)
![]()

Коефіцієнт використання матеріалу для заготовки з штампування визначається за формулою (3)
![]() (3)
(3)
Маса заготовки з прокату, зображеного у додаку В, визначається за формулою (2)

Коефіцієнт використання матеріалу для заготовки з прокату визначається за формулою (3)
Виходячи з визначеного коефіцієнта використання матеріалу - більш раціонально використовувати заготовку з штампування.
3.3 Характеристика поверхонь деталі
Деталь вал має просту ступінчату форму і обробляється на верстаті з ЧПК 16К20Т1. Верстат використовується в індивідуальному дрібносерійному то серійному виробництві з дрібними партіями деталей, що повторюються. Верстати випускаються в спеціальному та спеціалізованому виконанні з наладкою за комплектом замовлення. Укомплектовуються оперативною СЧПК «електроніка НЦ31-02». Технічні характеристики верстата приведені у таблиці 3
Таблиця 3 - Технічні характеристики токарно-револьверного верстату 16К20Т1
|
Найменування параметрів |
Значення параметрів |
|
Найбільший діаметр виробу, що встановлюється над станиною, мм |
500 |
|
Найбільший діаметр виробу, що обробляється над супортом, мм |
215 |
|
Висота різця, що встановлюється в різцетримачі, мм |
25 |
|
Кількість координат, що управляються / найбільша кількість координат, що управляються одночасно |
2/2 |
|
Найбільша довжина виробу, що встановлюється, мм |
1000 |
|
Найбільша довжина обробки, мм |
900 |
|
Центр у шпинделі передньої (шпиндельної) бабки за ГОСТ 13214-79 |
7032-0043 Морзе 6 |
|
Кінець шпинделя фланцевого за ГОСТ 12593-72 |
6К |
|
Найбільший діаметр прута, що проходить крізь отвір у шпинделі, мм |
53 |
|
Центр у пінолі задньої бабки за ГОСТ 13214-79 |
7032-0035 Морзе 5 |
|
Кількість швидкостей шпинделя |
22 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.