













ЗМІСТ
Вступ
1. Аналіз задачі
1.1.1 Вхідні данні задачі.
1.1.2 Аналіз об’єкта та області рішення задачі.
1.1.3 Вибір методу рішення.
2. Формалізація задачі
3. Опис програми(Інструкція роботи з програмою).
Література
Додатки
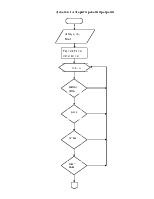
Додаток 1. Алгоритм роботи програми
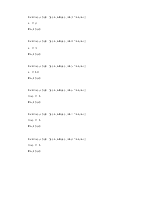
Додаток 2. Текст програми
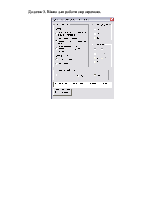
Додаток 3. Вікно для роботи з програмою.
Вступ
Наибольшее распространение в промышленности получили три метода нарезания зубьев: зубострогание, зубофрезерование и зубопротягивание.
Зубофрезерование дисковыми модульными фрезами осуществляют методом врезания с единым делением. Этим методом изготовляют зубчатые колеса невысокой точности (9 — 10-й степени); его в основном применяют для чернового нарезания зубьев в условиях серийного производства. Обработку проводят на зубофрезерном станке ЕЗ-40 (de = 320 мм; mtе = 8 мм) с двухпозиционным поворотным столом. Стандартные модульные фрезы не обеспечивают равномерного припуска под чистовую обработку, поэтому, когда необходим минимальный припуск, применяют специальные фрезы, спроектированные только для данного колеса. Время нарезания одной впадины зубьев 5 — 20 с. Скорость резания при обработке быстрорежущими фрезами чугунных колес 20—25 м/мин, стальных 25 — 30 м/мин. Черновое нарезание зубьев модульными фрезами можно проводить в делительной головке на фрезерном станке. Номер фрезы определяют по табл. 30 в зависимости от приведенного числа зубьев z1 =z/cosδ.
Зубострогание является наиболее простым и менее производительным методом по сравнению с другими методами нарезания прямозубых конических колес. Благодаря универсальности и несложной конструкции режущего инструмента он получил широкое распространение в единичном и серийном производстве. Обработку зубьев проводят на зубострогальных станках методом обкатки с единичным делением. В основу процесса нарезания зубьев на этих станках положено станочное зацепление обрабатываемого колеса с воображаемым производящим колесом , роль зубьев которого выполняют зубострогальные резцы. При обработке зубострогальные резцы, установленные в резцедержателях ползунов станка, получают возвратно-поступательное движение, необходимое для резания Совместно с обрабатываемым колесом резцам сообщают также движение обкатки, В результате последовательных огибающих резов прямолинейные режущие кромки резцов формируют октоидный профиль зубьев обрабатываемою колеса.
Конические колеса с модулем до 4 мм нарезают из целой заготовки за одну операцию методом обкатки, а с модулем свыше 4 мм за две операции — черновую и чистовую. Черновое нарезание зубьев можно выполнять методами обкатки, врезания или комбинированным, включающим врезание и обкатку.
Черновое нарезание методом врезания является наиболее простым и экономичным. При этом методе движение обкатки отсутствует, подачу в направлении режущего инструмента совершает стол с заготовкой. Черновое нарезание осуществляют обычно на 0,1—0,3 мм глубже теоретической высоты зуба, что позволяет устранить возможность касания вершинами чистовых резцов дна впадины зуба и тем самым улучшить их резание. Припуск на чистовую обработку зубьев определяют в зависимости от внешнего окружного модуля.
Аналіз задачі
1.1 Вхідні данні задачі
Предварительно определим набор входных данных рассматриваемой задачи. Такими данными будут:
· Обрабатываемый материал: стали трех марок;
· Тип обработки: зубострогание или зубофрезерование;
· Характер обработки: Окончательная или предварительная;
· Модуль, мм;
· Длина зуба, мм (при зубострогании)
1.2 Аналіз об’єкта та області рішення задачі.
Объектом данной задачи является расчет длительности резания t и значения скоростей резания: табличной Vтабл и фактической V.
1.3 Вибір методу рішення.
Данная задача относиться к разряду прикладных. Цель задачи состоит в разработке программы VBA, которая смогла бы верно определить значения подачи на зуб фрезы Sz. Этот параметр записан в таблице 1 на пересечении интересующих нас строк и столбцов.
Таблица 1.
|
Зубострогание |
|||||||
|
Характер обработки |
l, мм |
Vтабл, м/мин |
Время tтабл при модуле m |
||||
|
4 |
5 |
6 |
7 |
8 |
|||
|
Окончательная после нарезания резцовой головкой |
30 |
28 |
8 |
10 |
14 |
17 |
21 |
|
40 |
27 |
10 |
12 |
17 |
20 |
24 |
|
|
50 |
25 |
12 |
15 |
20 |
24 |
27 |
|
|
Окончательная после фрезерования с подачей вдоль зуба |
30 |
25 |
12 |
14 |
16 |
20 |
24 |
|
40 |
24 |
14 |
16 |
20 |
24 |
27 |
|
|
50 |
22 |
16 |
20 |
24 |
27 |
32 |
|
|
Окончательная после фрезерования с радиальной подачей |
30 |
25 |
15 |
18 |
22 |
25 |
32 |
|
40 |
21 |
18 |
22 |
25 |
28 |
35 |
|
|
50 |
19 |
22 |
25 |
28 |
32 |
39 |
|
|
Зубонарезание |
|||||||
|
Характер обработки |
Vтабл, м/мин |
Время tтабл при модуле m |
|||||
|
4 |
5 |
6 |
8 |
9 |
10 |
||
|
Предварительная |
45 |
18 |
20 |
25 |
30 |
35 |
40 |
|
Окончательная |
55 |
25 |
30 |
35 |
32 |
37 |
43 |
|
Коэффициенты |
|||||||
|
Коэффициенты |
Обрабатываемый материал |
||||||
|
35Х |
13ХГТ |
20ХНМ |
|||||
|
Kv |
1,1 |
0,9 |
1 |
||||
|
Kt |
0,9 |
1,1 |
1 |
||||
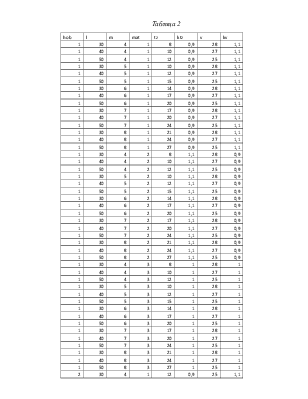
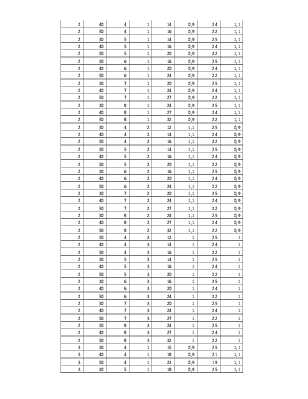
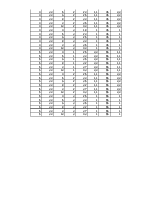
Данную таблицу мы преобразуем в Таблицу 2 – таблицу реляционной базы данных
Таблица 2
|
hob |
l |
m |
mat |
tz |
ktz |
v |
kv |
|
1 |
30 |
4 |
1 |
8 |
0,9 |
28 |
1,1 |
|
1 |
40 |
4 |
1 |
10 |
0,9 |
27 |
1,1 |
|
1 |
50 |
4 |
1 |
12 |
0,9 |
25 |
1,1 |
|
1 |
30 |
5 |
1 |
10 |
0,9 |
28 |
1,1 |
|
1 |
40 |
5 |
1 |
12 |
0,9 |
27 |
1,1 |
|
1 |
50 |
5 |
1 |
15 |
0,9 |
25 |
1,1 |
|
1 |
30 |
6 |
1 |
14 |
0,9 |
28 |
1,1 |
|
1 |
40 |
6 |
1 |
17 |
0,9 |
27 |
1,1 |
|
1 |
50 |
6 |
1 |
20 |
0,9 |
25 |
1,1 |
|
1 |
30 |
7 |
1 |
17 |
0,9 |
28 |
1,1 |
|
1 |
40 |
7 |
1 |
20 |
0,9 |
27 |
1,1 |
|
1 |
50 |
7 |
1 |
24 |
0,9 |
25 |
1,1 |
|
1 |
30 |
8 |
1 |
21 |
0,9 |
28 |
1,1 |
|
1 |
40 |
8 |
1 |
24 |
0,9 |
27 |
1,1 |
|
1 |
50 |
8 |
1 |
27 |
0,9 |
25 |
1,1 |
|
1 |
30 |
4 |
2 |
8 |
1,1 |
28 |
0,9 |
|
1 |
40 |
4 |
2 |
10 |
1,1 |
27 |
0,9 |
|
1 |
50 |
4 |
2 |
12 |
1,1 |
25 |
0,9 |
|
1 |
30 |
5 |
2 |
10 |
1,1 |
28 |
0,9 |
|
1 |
40 |
5 |
2 |
12 |
1,1 |
27 |
0,9 |
|
1 |
50 |
5 |
2 |
15 |
1,1 |
25 |
0,9 |
|
1 |
30 |
6 |
2 |
14 |
1,1 |
28 |
0,9 |
|
1 |
40 |
6 |
2 |
17 |
1,1 |
27 |
0,9 |
|
1 |
50 |
6 |
2 |
20 |
1,1 |
25 |
0,9 |
|
1 |
30 |
7 |
2 |
17 |
1,1 |
28 |
0,9 |
|
1 |
40 |
7 |
2 |
20 |
1,1 |
27 |
0,9 |
|
1 |
50 |
7 |
2 |
24 |
1,1 |
25 |
0,9 |
|
1 |
30 |
8 |
2 |
21 |
1,1 |
28 |
0,9 |
|
1 |
40 |
8 |
2 |
24 |
1,1 |
27 |
0,9 |
|
1 |
50 |
8 |
2 |
27 |
1,1 |
25 |
0,9 |
|
1 |
30 |
4 |
3 |
8 |
1 |
28 |
1 |
|
1 |
40 |
4 |
3 |
10 |
1 |
27 |
1 |
|
1 |
50 |
4 |
3 |
12 |
1 |
25 |
1 |
|
1 |
30 |
5 |
3 |
10 |
1 |
28 |
1 |
|
1 |
40 |
5 |
3 |
12 |
1 |
27 |
1 |
|
1 |
50 |
5 |
3 |
15 |
1 |
25 |
1 |
|
1 |
30 |
6 |
3 |
14 |
1 |
28 |
1 |
|
1 |
40 |
6 |
3 |
17 |
1 |
27 |
1 |
|
1 |
50 |
6 |
3 |
20 |
1 |
25 |
1 |
|
1 |
30 |
7 |
3 |
17 |
1 |
28 |
1 |
|
1 |
40 |
7 |
3 |
20 |
1 |
27 |
1 |
|
1 |
50 |
7 |
3 |
24 |
1 |
25 |
1 |
|
1 |
30 |
8 |
3 |
21 |
1 |
28 |
1 |
|
1 |
40 |
8 |
3 |
24 |
1 |
27 |
1 |
|
1 |
50 |
8 |
3 |
27 |
1 |
25 |
1 |
|
2 |
30 |
4 |
1 |
12 |
0,9 |
25 |
1,1 |
|
2 |
40 |
4 |
1 |
14 |
0,9 |
24 |
1,1 |
|
2 |
50 |
4 |
1 |
16 |
0,9 |
22 |
1,1 |
|
2 |
30 |
5 |
1 |
14 |
0,9 |
25 |
1,1 |
|
2 |
40 |
5 |
1 |
16 |
0,9 |
24 |
1,1 |
|
2 |
50 |
5 |
1 |
20 |
0,9 |
22 |
1,1 |
|
2 |
30 |
6 |
1 |
16 |
0,9 |
25 |
1,1 |
|
2 |
40 |
6 |
1 |
20 |
0,9 |
24 |
1,1 |
|
2 |
50 |
6 |
1 |
24 |
0,9 |
22 |
1,1 |
|
2 |
30 |
7 |
1 |
20 |
0,9 |
25 |
1,1 |
|
2 |
40 |
7 |
1 |
24 |
0,9 |
24 |
1,1 |
|
2 |
50 |
7 |
1 |
27 |
0,9 |
22 |
1,1 |
|
2 |
30 |
8 |
1 |
24 |
0,9 |
25 |
1,1 |
|
2 |
40 |
8 |
1 |
27 |
0,9 |
24 |
1,1 |
|
2 |
50 |
8 |
1 |
32 |
0,9 |
22 |
1,1 |
|
2 |
30 |
4 |
2 |
12 |
1,1 |
25 |
0,9 |
|
2 |
40 |
4 |
2 |
14 |
1,1 |
24 |
0,9 |
|
2 |
50 |
4 |
2 |
16 |
1,1 |
22 |
0,9 |
|
2 |
30 |
5 |
2 |
14 |
1,1 |
25 |
0,9 |
|
2 |
40 |
5 |
2 |
16 |
1,1 |
24 |
0,9 |
|
2 |
50 |
5 |
2 |
20 |
1,1 |
22 |
0,9 |
|
2 |
30 |
6 |
2 |
16 |
1,1 |
25 |
0,9 |
|
2 |
40 |
6 |
2 |
20 |
1,1 |
24 |
0,9 |
|
2 |
50 |
6 |
2 |
24 |
1,1 |
22 |
0,9 |
|
2 |
30 |
7 |
2 |
20 |
1,1 |
25 |
0,9 |
|
2 |
40 |
7 |
2 |
24 |
1,1 |
24 |
0,9 |
|
2 |
50 |
7 |
2 |
27 |
1,1 |
22 |
0,9 |
|
2 |
30 |
8 |
2 |
24 |
1,1 |
25 |
0,9 |
|
2 |
40 |
8 |
2 |
27 |
1,1 |
24 |
0,9 |
|
2 |
50 |
8 |
2 |
32 |
1,1 |
22 |
0,9 |
|
2 |
30 |
4 |
3 |
12 |
1 |
25 |
1 |
|
2 |
40 |
4 |
3 |
14 |
1 |
24 |
1 |
|
2 |
50 |
4 |
3 |
16 |
1 |
22 |
1 |
|
2 |
30 |
5 |
3 |
14 |
1 |
25 |
1 |
|
2 |
40 |
5 |
3 |
16 |
1 |
24 |
1 |
|
2 |
50 |
5 |
3 |
20 |
1 |
22 |
1 |
|
2 |
30 |
6 |
3 |
16 |
1 |
25 |
1 |
|
2 |
40 |
6 |
3 |
20 |
1 |
24 |
1 |
|
2 |
50 |
6 |
3 |
24 |
1 |
22 |
1 |
|
2 |
30 |
7 |
3 |
20 |
1 |
25 |
1 |
|
2 |
40 |
7 |
3 |
24 |
1 |
24 |
1 |
|
2 |
50 |
7 |
3 |
27 |
1 |
22 |
1 |
|
2 |
30 |
8 |
3 |
24 |
1 |
25 |
1 |
|
2 |
40 |
8 |
3 |
27 |
1 |
24 |
1 |
|
2 |
50 |
8 |
3 |
32 |
1 |
22 |
1 |
|
3 |
30 |
4 |
1 |
15 |
0,9 |
25 |
1,1 |
|
3 |
40 |
4 |
1 |
18 |
0,9 |
21 |
1,1 |
|
3 |
50 |
4 |
1 |
22 |
0,9 |
19 |
1,1 |
|
3 |
30 |
5 |
1 |
18 |
0,9 |
25 |
1,1 |
|
3 |
40 |
5 |
1 |
22 |
0,9 |
21 |
1,1 |
|
3 |
50 |
5 |
1 |
25 |
0,9 |
19 |
1,1 |
|
3 |
30 |
6 |
1 |
22 |
0,9 |
25 |
1,1 |
|
3 |
40 |
6 |
1 |
25 |
0,9 |
21 |
1,1 |
|
3 |
50 |
6 |
1 |
28 |
0,9 |
19 |
1,1 |
|
3 |
30 |
7 |
1 |
25 |
0,9 |
25 |
1,1 |
|
3 |
40 |
7 |
1 |
28 |
0,9 |
21 |
1,1 |
|
3 |
50 |
7 |
1 |
32 |
0,9 |
19 |
1,1 |
|
3 |
30 |
8 |
1 |
32 |
0,9 |
25 |
1,1 |
|
3 |
40 |
8 |
1 |
35 |
0,9 |
21 |
1,1 |
|
3 |
50 |
8 |
1 |
39 |
0,9 |
19 |
1,1 |
|
3 |
30 |
4 |
2 |
15 |
1,1 |
25 |
0,9 |
|
3 |
40 |
4 |
2 |
18 |
1,1 |
21 |
0,9 |
|
3 |
50 |
4 |
2 |
22 |
1,1 |
19 |
0,9 |
|
3 |
30 |
5 |
2 |
18 |
1,1 |
25 |
0,9 |
|
3 |
40 |
5 |
2 |
22 |
1,1 |
21 |
0,9 |
|
3 |
50 |
5 |
2 |
25 |
1,1 |
19 |
0,9 |
|
3 |
30 |
6 |
2 |
22 |
1,1 |
25 |
0,9 |
|
3 |
40 |
6 |
2 |
25 |
1,1 |
21 |
0,9 |
|
3 |
50 |
6 |
2 |
28 |
1,1 |
19 |
0,9 |
|
3 |
30 |
7 |
2 |
25 |
1,1 |
25 |
0,9 |
|
3 |
40 |
7 |
2 |
28 |
1,1 |
21 |
0,9 |
|
3 |
50 |
7 |
2 |
32 |
1,1 |
19 |
0,9 |
|
3 |
30 |
8 |
2 |
32 |
1,1 |
25 |
0,9 |
|
3 |
40 |
8 |
2 |
35 |
1,1 |
21 |
0,9 |
|
3 |
50 |
8 |
2 |
39 |
1,1 |
19 |
0,9 |
|
3 |
30 |
4 |
3 |
15 |
1 |
25 |
1 |
|
3 |
40 |
4 |
3 |
18 |
1 |
21 |
1 |
|
3 |
50 |
4 |
3 |
22 |
1 |
19 |
1 |
|
3 |
30 |
5 |
3 |
18 |
1 |
25 |
1 |
|
3 |
40 |
5 |
3 |
22 |
1 |
21 |
1 |
|
3 |
50 |
5 |
3 |
25 |
1 |
19 |
1 |
|
3 |
30 |
6 |
3 |
22 |
1 |
25 |
1 |
|
3 |
40 |
6 |
3 |
25 |
1 |
21 |
1 |
|
3 |
50 |
6 |
3 |
28 |
1 |
19 |
1 |
|
3 |
30 |
7 |
3 |
25 |
1 |
25 |
1 |
|
3 |
40 |
7 |
3 |
28 |
1 |
21 |
1 |
|
3 |
50 |
7 |
3 |
32 |
1 |
19 |
1 |
|
3 |
30 |
8 |
3 |
32 |
1 |
25 |
1 |
|
3 |
40 |
8 |
3 |
35 |
1 |
21 |
1 |
|
3 |
50 |
8 |
3 |
39 |
1 |
19 |
1 |
|
4 |
30 |
4 |
1 |
18 |
0,9 |
45 |
1,1 |
|
4 |
30 |
5 |
1 |
20 |
0,9 |
45 |
1,1 |
|
4 |
30 |
6 |
1 |
25 |
0,9 |
45 |
1,1 |
|
4 |
30 |
8 |
1 |
30 |
0,9 |
45 |
1,1 |
|
4 |
30 |
9 |
1 |
35 |
0,9 |
45 |
1,1 |
|
4 |
30 |
10 |
1 |
40 |
0,9 |
45 |
1,1 |
|
4 |
30 |
4 |
2 |
18 |
1,1 |
45 |
0,9 |
|
4 |
30 |
5 |
2 |
20 |
1,1 |
45 |
0,9 |
|
4 |
30 |
6 |
2 |
25 |
1,1 |
45 |
0,9 |
|
4 |
30 |
8 |
2 |
30 |
1,1 |
45 |
0,9 |
|
4 |
30 |
9 |
2 |
35 |
1,1 |
45 |
0,9 |
|
4 |
30 |
10 |
2 |
40 |
1,1 |
45 |
0,9 |
|
4 |
30 |
4 |
3 |
18 |
1 |
45 |
1 |
|
4 |
30 |
5 |
3 |
20 |
1 |
45 |
1 |
|
4 |
30 |
6 |
3 |
25 |
1 |
45 |
1 |
|
4 |
30 |
8 |
3 |
30 |
1 |
45 |
1 |
|
4 |
30 |
9 |
3 |
35 |
1 |
45 |
1 |
|
4 |
30 |
10 |
3 |
40 |
1 |
45 |
1 |
|
5 |
30 |
4 |
1 |
25 |
0,9 |
55 |
1,1 |
|
5 |
30 |
5 |
1 |
30 |
0,9 |
55 |
1,1 |
|
5 |
30 |
6 |
1 |
35 |
0,9 |
55 |
1,1 |
|
5 |
30 |
8 |
1 |
32 |
0,9 |
55 |
1,1 |
|
5 |
30 |
9 |
1 |
37 |
0,9 |
55 |
1,1 |
|
5 |
30 |
10 |
1 |
43 |
0,9 |
55 |
1,1 |
|
5 |
30 |
4 |
2 |
25 |
1,1 |
55 |
0,9 |
|
5 |
30 |
5 |
2 |
30 |
1,1 |
55 |
0,9 |
|
5 |
30 |
6 |
2 |
35 |
1,1 |
55 |
0,9 |
|
5 |
30 |
8 |
2 |
32 |
1,1 |
55 |
0,9 |
|
5 |
30 |
9 |
2 |
37 |
1,1 |
55 |
0,9 |
|
5 |
30 |
10 |
2 |
43 |
1,1 |
55 |
0,9 |
|
5 |
30 |
4 |
3 |
25 |
1 |
55 |
1 |
|
5 |
30 |
5 |
3 |
30 |
1 |
55 |
1 |
|
5 |
30 |
6 |
3 |
35 |
1 |
55 |
1 |
|
5 |
30 |
8 |
3 |
32 |
1 |
55 |
1 |
|
5 |
30 |
9 |
3 |
37 |
1 |
55 |
1 |
|
5 |
30 |
10 |
3 |
43 |
1 |
55 |
1 |
2 Формалізація задачі.
Формализацию (постановку) задачи выполняем по методу HIPO-диаграм,
В соответствии с которой документация оформляется в виде альбома схем, отображающих структуру (иерархию) задачи, наборы входных и выходных данных и методы обработки данных. Перевод входных данных в переменные приведен на схеме 1:
Схема 1.
|
Название входного параметра |
Системная переменная |
|
1. Тип обработки: · Окончательная после нарезания резцовой головкой · Окончательная после фрезерования с подачей вдоль зуба · Окончательная после фрезерования с радиальной подачей · Предварительная (при зубонарзании) · Окончательная (при зубонарзании) |
1. hob · hob=1 · hob=2 · hob=3 · hob=4 · hob=5 |
|
2. Длина зуба: |
2. l |
|
3. Модуль |
3. m |
|
4. Обрабатываемый материал · 35Х · 18ХГТ · 20ХНМ |
4. mat · Mat=1 · Mat=2 · Mat=3 |
В схеме 2 приведен перевод выходных параметров в переменную
Схема 2
|
Название выходного параметра |
Системная переменная |
|
1. Время резания · Табличное · Расчетное |
2. tz · tzt · tz |
|
2. Скорость резания · Табличная · Расчетная |
2. v · vt · v |
3. Опис програми (Інструкція роботи з програмою)
Программа предназначена для поиска нужного значения подачи и скорости резания.Для работы необходимо загрузить файл Курсовой.xls, затем кликнуть мышкой на кнопке. Откроется окно программы. В него следует ввести начальные (исходные) данные и нажать клавишу. Результаты заносятся в соответствующие поля.
Література
1. Общетехнический справочник/Под ред. Е. А. Скороходова – 2-е изд., перераб. И доп. – М.: Машиностроение, 1982, - 415с, ил.
2. Методические указания по выполнению лабораторных работ в Exсel
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.