Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
«Комсомольский – на – Амуре государственный
технический университет»
Институт КП МТО
Кафедра ТМ
Расчетно-графическое задание
по метрологии
Студент группы 4МС-1
Преподаватель
2007
Содержание
1 Расчет гладких калибров для размеров вала и отверстия................... 3
1.1 Расчет гладких калибров для размеров вала........................... 3
1.2 Расчет гладких калибров для размеров отверстия.................. 4
2 Расчет истинного размера по результатам многократных измерений 5
Æ50B7
Z, Z1 = 3,5 мкм
Y, Y1 = 3,0 мкм
H, H1 = 4,0 мкм
Hp = 1,5 мкм
ES = 205 мкм
EI = 180 мкм
Dmin = 50,180 мм
Dmax = 50,205 мм
(Р-ПР)max = Dmin + Z + H/2 = 50,180 + 0,0035 + 0,004/2 = 50,1855 мм
(Р-ПР)min = Dmin + Z – H/2 = 50,180 + 0,0035 + 0,004/2 = 50,1815 мм
(Р-ПР)изн = Dmin – Y = 50,180 – 0,003 = 50,177 мм
(Р-НЕ)max = Dmax + H/2 = 50,205 + 0,004/2 = 50,207 мм
(Р-НЕ)min = Dmax – H/2 = 50,205 – 0,004/2 = 50,203 мм
Æ360h9
Z, Z1 = 28 мкм
a, a1 = 7 мкм
H = 13 мкм
H1 = 18 мкм
Hp = 9 мкм
es = 0 мкм
ei = – 140 мкм
dmin = 359,86 мм
dmax = 360 мм
(Р-ПР)max = dmax – Z1 + H1/2 = 360 – 0,028 + 0,018/2 = 359,981 мм
(Р-ПР)min = dmax – Z1 – H1/2 = 360 – 0,028 – 0,018/2 = 359,963 мм
(Р-ПР)изн = dmax – Y1 – a1 = 360 – 0 – 0,007 = 359,993 мм
(Р-НЕ)max = dmin + H1/2 + a1 = 359,86 + 0,018/2 + 0,007 = 359,876 мм
(Р-НЕ)min = dmin – H1/2 + a1 = 359,86 – 0,018/2 + 0,007 = 359,858 мм
(К-ПР)max = dmax – Z1 + Hр/2 = 360 – 0,028 + 0,009/2 = 359,9765 мм
(К-ПР)min = dmax – Z1 – Hр/2 = 360 – 0,028 – 0,009/2 = 359,9675 мм
(К-НЕ)max = dmin + Hр/2 + a1 = 359,86 + 0,009/2 + 0,007 = 359,8715 мм
(К-НЕ)min = dmin – Hр/2 + a1 = 359,86 – 0,009/2 + 0,007 = 359,8625 мм
(К-И)max = dmax + Y1 + Hр/2 – a1 = 360 + 0 + 0,0045 – 0,007 = 359,9975 мм
(К-И)min = dmax + Y1 – Hр/2 – a1 = 360 + 0 – 0,0045 – 0,007 = 359,9885 мм
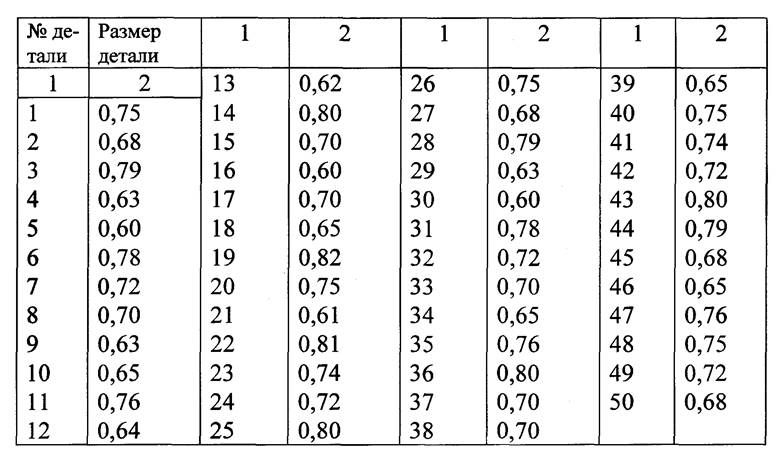
Размах: Rn = Xmax – Xmin = 0,82 – 0,6 = 0,22
Среднее арифметическое значение: ![]()
СКО: 
Истинное значение измеряемой величины: ![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.