Плотность контакта подвижной пятки 2 с поверхностью измеряемой детали 7, введенной в рабочую выемку скобы, обеспечивается суммой сил упругости пружины 3 измерительного усилия и пружины измерительного усилия индикатора часового типа 4.
 |
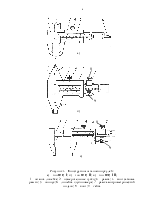
Рисунок 6 – Скоба индикаторная:
1 – переставная пятка; 2 – подвижная пятка; 3 – пружина; 4 – индикатор; 5 – корпус; 6 – упор; 7 – деталь.
Скоба рычажная (рисунок 7, а). Основанием рычажной скобы служит корпус-скоба 9, которая обладает значительно большей жесткостью, чем индикаторная. Подвижная пятка 2 и переставная пятка 1 у рычажной скобы значительно массивнее, обладают большими измерительными поверхностями и их перемещения происходят значительно точнее. Основное отличие рычажной скобы от индикаторной — в устройстве подвижной пятки 2. Эта пятка имеет две выемки в цилиндрической поверхности. В одну из них входит рычаг 3 арретира 8, а во вторую — наконечник передаточного рычага 5, который является звеном преобразовательной цепи отсчетной головки, вмонтированной в корпус скобы. Для уменьшения погрешностей, возникающих в преобразовательной цепи, служит компенсатор 7. Движение подвижной пятки 2 преобразуется рычажно-зубчатой передачей в поворот стрелки 4. В нижнем торце подвижной пятки 2 вмонтирована пружина измерительного усилия 6 рычажной скобы.
 |
Рисунок 7 – Скоба рычажная:
1 – переставная пятка; 2 – подвижная пятка; 3 – рычаг арретира; 4 – стрелка; 5 – передаточный рычаг; 6 – пружина; 7 – компенсатор; 8 – кнопка арретира; 9 – корпус; 10 – зубчатый сектор; 11 – трибка; 12 – пружинный волосок; 13 - микровинт; 14 – стопор; 15 – защитный колпачок; 16 – шкала; 17 – указатели поля допуска; 18 – крышка винта.
В рычажной скобе с другим видом отсчетного устройства (рисунок 7, б) при измерении подвижная пятка 2 под действием измерительного усилия, создаваемого пружиной 6, перемещается и воздействует на рычаг 5, большое плечо которого выполнено в виде зубчатого сектора 10, находящегося в зацеплении с трибкой 11. На оси трибки укреплены стрелка 4 и пружинный волосок 12, постоянно прижимающий трибку к зубчатому сектору, устраняя мертвый ход. Контролируемая деталь находится между измерительными поверхностями подвижной 2 и переставной 1 пяток, последняя перемещается микровинтом 13 и зажимается стопором 14. Защитный колпачок 15 служит для предохранения микровинта 13, не имеющего отсчетного устройства. Арретир 3 перемещает пятку 2 при нажатии кнопки 8, чтобы предохранить измерительные поверхности прибора от износа при установке и снятии блока плиток и детали.
Отсчетное устройство со шкалой 16, указатели поля допуска 17 и стрелка 4 размещаются в корпусе 9. Для закрепления указателей на определенных делениях шкалы в соответствии с заданными предельными отклонениями измеряемых деталей служат винты, находящиеся под крышкой 18.
4 ПОРЯДОК ИЗМЕРЕНИЯ
4.1 Штангенциркуль
При измерении наружных размеров измеряемое изделие охватывают губками штангенциркуля (рисунок 4), прижимая неподвижную губку прибора к одной из поверхностей изделия, например вала, а вторую губку с рамкой и нониусом приближают к противоположной (второй) поверхности изделия, обеспечивая нормальную силу измерения. Застопорив рамку 3 винтом 4, снимают показания по шкалам прибора. При наличии микроподачи стопорят устройство 7 винтом 8, а вращением гайки 9 подводят рамку до соприкосновения с поверхностью изделия. Как правило, микроподачей пользуются для точной установки размера на штангенциркуле при разметке. Остроконечные губки штангенциркуля тип ШЦ-II применяют для разметки или измерения наружных размеров в труднодоступных местах. Нижние губки для измерения внутренних размеров имеют цилиндрические рабочие поверхности. Размер губок в сведенном состоянии обычно бывает равен 10 мм и определяет наименьший внутренний размер, который может быть измерен этим штангенциркулем. При внутренних измерениях к отсчету по шкале следует прибавить размер губок, указанный на их боковой стороне.
4.2 Микрометр
4.2.1 Настройка
Перед началом измерений наружных поверхностей с помощью гладкого микрометра необходимо проверить его настройку. При этом используют знание того, что концевые меры длины воспроизводят определенное значение длины.
Микрометр 2 закрепляют в стойке 3. Проверяемым СИ измеряют концевую меру (блок из мер) 1 (рисунок 8). Отсчитав показание проверяемого СИ, сравнивают его с длиной меры и подсчитывают разность между ними, которая и является погрешностью проверяемого средства измерения. На величину этой поправки регулируют настройку микрометра.
4.2.2 Порядок измерений
Деталь помещают между пяткой 2 (рисунок 5) и торцом микрометрического
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.