



























зачистить свариваемые кромки от ржавчины, окалины, масла, пыли, влаги и прочих загрязнений;
- прихватить диаметральную переборку секции и баржи;
- прихватить поперечную переборку секцией и баржи;
- прихватить левый и правый бот секции и баржи;
- прихватить пиллерс и основной набор меду собой;
- сдать сборку ОТК;
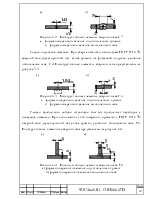
![]() - заварить диаметральную переборку
секции и баржи полуавтоматической сваркой, сварочным полуавтоматом ДС 400.33, сварочной проволокой марки ПП-AH3,
согласно ГОСТ 14771-76 соединение С. Сварку
ведут не менее 2 одновременно работающих сварщиков. Общий порядок приварки: от
середины секции к носу и корме, направление сварки:
от середины к краям обратно ступенчатым способом;
- заварить диаметральную переборку
секции и баржи полуавтоматической сваркой, сварочным полуавтоматом ДС 400.33, сварочной проволокой марки ПП-AH3,
согласно ГОСТ 14771-76 соединение С. Сварку
ведут не менее 2 одновременно работающих сварщиков. Общий порядок приварки: от
середины секции к носу и корме, направление сварки:
от середины к краям обратно ступенчатым способом;
- заварить левый и правый бот секции и баржи полуавтоматической сваркой, сварочным полуавтоматом ДС 400.33, сварочной проволокой марки ПП-AH3, согласно ГОСТ 14771-76 соединение С. Сварку ведут не менее 2 одновременно работающих сварщиков. Общий порядок приварки: от середины секции к носу и корме, направление сварки: от середины к краям обратно ступенчатым способом;
- заварить поперечную переборку секцией и баржи полуавтоматической сваркой, сварочным полуавтоматом ДС 400.33, сварочной проволокой марки ПП-AH3, согласно ГОСТ 14771-76 соединение С. Сварку ведут не менее 2 одновременно работающих сварщиков. Общий порядок приварки: от середины секции к к бортам, направление сварки: от середины к краям обратно ступенчатым способом;
- заварить пиллерс и основной набор меду собой полуавтоматической сваркой, сварочным полуавтоматом ДС 400.33, сварочной проволокой марки ПП-AH3, согласно ГОСТ 14771-76. Сварку ведут не менее 2 одновременно работающих сварщиков. Общий порядок приварки набора: от середины секции к бортам;
- разметить керном места установки подкреплений пиллерса (книц) согласно чертежа;
- зачистить шлифмашинкой места установки подкреплений;
- установить кници на места подкреплений пиллерса, зафиксировать и прихватить;
- заварить подкрепление пиллерса полуавтоматической сваркой, сварочным полуавтоматом ДС 400.33, сварочной проволокой марки ПП-AH3, согласно ГОСТ 14771-76 соединение Т3.
Последующие секции изготавливать в той же последовательности. После окончания ремонтных работ, провести испытания керосин на мел, и сдать баржу ОТК и предъявить регистру регистру.
![]() 3.8 Разработка планировки участка
сборки-сварки
3.8 Разработка планировки участка
сборки-сварки
При проектировании новых или реконструкции действующих сварочных производств основной целью является обеспечение высокого качества выпускаемой продукции, ее малой металлоемкости и себестоимости, конкурентоспособности на внутреннем и внешнем рынке. Для достижения этой цели требуется обеспечить минимальные сроки проектирования, строительства или реконструкции цеха, причем требуемый уровень качества продукции должен обеспечиваться не в результате традиционного длительного совершенствования производства, а главным образом за счет оптимизации проектных решений. Обязательным требованием является быстрая смена выпускаемой продукции при минимальных дополнительных затратах. Цеха по производству сварных конструкций включают в себя следующие участки:
1 Склад металла;
2 Заготовительное производство;
3 Промежуточный склад заготовок (склад комплектации);
4 Отделение сборки и сварки узлов конструкции;
5 Отделение общей сборки и сварки конструкций;
6 Склад готовой продукции.
В зависимости от конкретных условий производства эти участки могут быть либо самостоятельными подразделениями, либо объединены в состав нескольких участков или даже одного.
![]() На складе металла, как
правило, выделяют участи для хранения металла по типу (участки листового
проката толстого и тонкого, профильного проката, труб) и видам заготовок,
получаемых с других цехов (отливки, поковки, штамповки и так далее).
Заготовительное производство включает выполнение операций механической и термической
резки листового и профильного проката, обработки кромок под сварку, гибки,
вальцовки, сверления или пробивки отверстий, штамповки заготовок. Наличие
склада комплектации (промежуточного склада) позволяет осуществлять не только
хранение, но и комплектование заготовок с последующей подачей комплекта на
сборочно-сварочный участок. Наличие такого склада обеспечивает компенсацию
неравномерности запуска в производство отдельных деталей, различной
длительности цикла их изготовления в заготовительном отделении, укрупнение
размеров партий одновременно изготавливаемых деталей из конкретного типа
проката. Склад может быть организован при заготовительном или
сборочно-сварочном отделениях. В отделении сборки и сварки узлов конструкций
рабочие места оснащают специализированными или универсальными грузоподъемными
устройствами, площадками для размещения заготовок и готовых сварных узлов, а
также сборочно-сварочной оснасткой. Для отделений общей сварки конструкции
характерным является
На складе металла, как
правило, выделяют участи для хранения металла по типу (участки листового
проката толстого и тонкого, профильного проката, труб) и видам заготовок,
получаемых с других цехов (отливки, поковки, штамповки и так далее).
Заготовительное производство включает выполнение операций механической и термической
резки листового и профильного проката, обработки кромок под сварку, гибки,
вальцовки, сверления или пробивки отверстий, штамповки заготовок. Наличие
склада комплектации (промежуточного склада) позволяет осуществлять не только
хранение, но и комплектование заготовок с последующей подачей комплекта на
сборочно-сварочный участок. Наличие такого склада обеспечивает компенсацию
неравномерности запуска в производство отдельных деталей, различной
длительности цикла их изготовления в заготовительном отделении, укрупнение
размеров партий одновременно изготавливаемых деталей из конкретного типа
проката. Склад может быть организован при заготовительном или
сборочно-сварочном отделениях. В отделении сборки и сварки узлов конструкций
рабочие места оснащают специализированными или универсальными грузоподъемными
устройствами, площадками для размещения заготовок и готовых сварных узлов, а
также сборочно-сварочной оснасткой. Для отделений общей сварки конструкции
характерным является
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.