
























укладки катанки витками на транспортер имеется виткообразователь, а также оборудование для сбора витков в мотки, транспортировки и увязки.
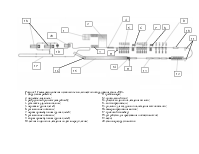
Схема расположения основного технологического оборудования приведена на рис. 1.
Стан «150» снабжен секцией регулирования температуры раската перед проволочным блоком и двухстадийной системой термоупрочнения катанки, состоящей из секций водяного охлаждения после проволочного блока и воздушного охлаждения, состоящего из рольганга и системы подачи воздуха вентиляторами для охлаждения катанки после виткообразователя (система охлаждения Стельмор).
Стан оснащен следящими и управляющими системами ЭВМ, а также локальными системами автоматического регулирования и управления технологическими агрегатами и механизмами на отдельных участках прокатного стана. Системы обеспечивают безопасную работу и безопасную остановку оборудования при аварийных ситуациях.
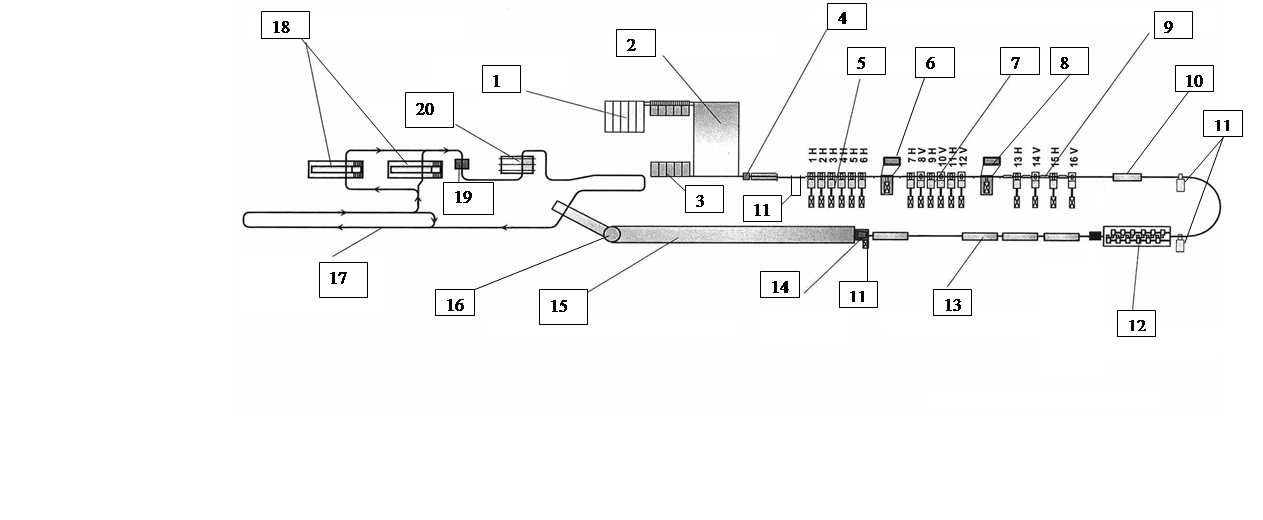 |
1. загрузочная решетка; 11.трайбаппарат;
2. нагревательная печь; 12. проволочный блок;
3. разгрузочный рольганг (аварийный); 13. участок водяного охлаждения катанки;
4. установка удаления окалины; 14. виткообразователь;
5. черновая группа клетей; 15. рольганг для воздушного охлаждения витков катанки;
6. ротационные ножницы; 16. камера образования мотков;
7. первая промежуточная группа клетей; 17. крюковой конвейер;
8. ротационные ножницы; 18. устройство для прессования и обвязки мотков;
9. вторая промежуточная группа клетей; 19. весы;
10. секция водяного охлаждения подката перед блоком; 20. станция разгрузки мотков
Непрерывный проволочный стан «150» предназначен для производства двухстадийной термически обработанной с прокатного нагрева катанки в мотках следующего сортамента:
· прокат сортовой из углеродистой качественной конструкционной стали по ГОСТ 1050 диаметром от 5,5 до 12,5мм;
· сталь горячекатаная для армирования железобетонных конструкций по ГОСТ 5781 диаметром 6, 8 и 10 мм;
· прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки по ГОСТ 10702 диаметром от 5,5 до 12 мм;
· сталь арматурная термомеханически упрочненная для железобетонных конструкций по ГОСТ 10884 диаметром 6, 8 и 10 мм;
· прокат из рессорно-пружинной углеродистой и легированной стали по ГОСТ 14959 диаметром от 5,5 до 12,0 мм;
· прокат арматурный горячекатаный и термомеханически упрочненный для железобетонных конструкций по ТУ РБ 04778771.001-97 диаметром 6,8 и 10 мм;
· прокат термомеханически обработанный из борсодержащих сталей для холодной высадки по ТУ РБ 04778771-005-93 диаметром от 5,5 до 12 мм;
· катанка стальная для арматурной проволоки по ТУ РБ 04778771.024-97 диаметром 5,5; 6,5 и 8,0 мм;
· катанка стальная канатная по ТУ РБ 04778771.030-96 диаметром 5,5; 6,0; 6,5; 7,0; 8,0; 9,0; 10,0 и 12,0 мм;
· прокат арматурный горячекатаный термомеханически обработанный по ТУ РБ 04778771.031-96 диаметром 5,5; 8; 10, 11 и 12 мм;
· катанка из углеродистой стали обыкновенного качества для перетяжки на проволоку по ТУ РБ 04778771.032-96 диаметром 5,5; 6,5; 7,0; 8,0; 9,0; 10,0; 11,0; 12,0 и 12,5 мм;
· катанка из углеродистой стали обыкновенного качества для упаковки и других целей по ТУ РБ 04778771.033-96 диаметром 5,5; 6,5; 7,0; 8,0 и 9,0 мм;
· катанка сорбитизированная для металлокорда и бортовой проволоки по ТУ РБ 04778771.039-99 диаметром 5,5 и 6,5 мм;
· катанка сварочная по ТУ РБ 04778771.052-98 диаметром 5,5; 6,5; 7,0; 8,0; 9,0; 10,0; 11,0; 12,0; и 12,5 мм;
· катанка сорбитизированная из высокочистой стали для металлокорда по ТУ 1-4752-89 диаметром 5,5 и 6,5 мм;
· прокат горячекатаный ускоренно охлажденный из качественной конструкционной стали по ТУ 14-1-3650-83 диаметром от 5,5 до 12 мм;
· прокат термомеханически обработанный из стали качественной конструкционной углеродистой для холодного выдавливания и высадки по ТУ 14-1-4666-89 диаметром от 5,5 до 12 мм;
· прокат для армирования железобетонных конструкций по ТУ 14-2-949-91 диаметром 6, 8 и 10 мм;
· катанка из марок стали по требованиям спецификаций к контрактам по указанным в заказе параметрам диаметром от 5,5 до 12,5 мм.
Из всего многообразия приведенных выше сортаментов стана выберем и рассмотрим наиболее ходовой вид проката прокат сортовой из углеродистой качественной конструкционной стали по ГОСТ 1050 диаметром от 5,5 до 12,5мм, мы возьмем диаметр 5.5 мм .
Технологический процесс на производство катанки приведен в приложении к курсовой работе.
Ознакомившись с технологическим процессом производства катанки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.