






Лекция 2. Основы конвейерной работы МП.
В структуре современных МП применяются в основном линейные конвейеры , каскады которых последовательно соединены для обработки фиксированной функции потока данных. Такие конвейеры применяются для выполнения команд, арифметических вычислений и обращения к ЗУ.
С точки зрения управления потоком данных модели линейных конвейеров м.б, асинхронные и синхронные. В асинхронных моделях управление потоком производится протоколом «рукопожатия» по принципу «запрос готовности»-«готов», что характерно для управления коммуникационными каналами.
В синхронных моделях применяются синхронные автоматы с памятью , которые по сигналу тактового генератора переключают все ступени одновременно. Обрабатывающие ступени конвейеров содержат комбинированную логику и имеют время задержки приблизительно равное задержке ступени. Задержка ступеней определяется периодом частоты синхронизации и это ,в свою очередь, определяет общую скорость конвейеров.
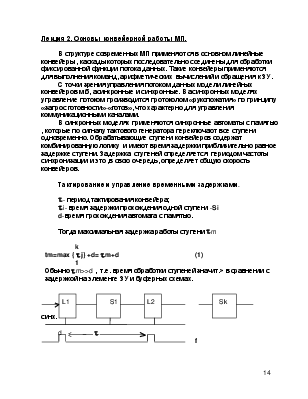
Тактирование и управление временными задержками.
t - период тактирования конвейера;
t i- время задержки прохождения одной ступени -Si
d-время прохождения автомата с памятью.
Тогда максимальная задержка работы ступени t m
k
tm=max { tj} +d= tm+d (1)
1
Обычно t m>>d , т.е. время обработки ступеней значит.> в сравнении с задержкой на элементе ЗУ и буферных схемах.

![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() L1 S1 L2
Sk
L1 S1 L2
Sk
синх.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() d t
d t
![]()
![]()
![]() f
f
Это предполагает, что макс. Задержка tm доминирует над периодом тактирования.
Максимальная частота переключения ступени :
f=1/t (2)
Если выдается выходной результат каждый момент времени с частотой тактирования -f, то очевидно эта величина представляет собой максимальную производительность идеального конвейера. Конечно же для реального конвейера производительность будет всегда меньше в силу ряда обстоятельств: простоев отдельных ступеней конвейера, из-за невозможности выполнения смежных команд вследствие взаимозависимостей по данным, перезагрузки конвейера из-за ошибочного предсказания ветвлений и т.д.
Факторы ускорения производительности конвейеров.
В идеальном случае линейный конвейер состоит из «к» ступеней и может обрабатывать «n» задач (команд) с тактированием к+(n-1), где «к»- циклов необходимо для окончания первой задачи и (n-1) -остальных задач.
Общее время необходимое для обработки:
Tk=[k+(n-1)] t (3) , где t- период тактирования в сравнении с обычным не конвейерным процессором, решающим «n» -задач:
T1= nkt (4)
Фактор ускорения «к» линейного конвейера по отношению к не конвейерному :
Sk= T1/Tk=nkt/ kt+(n-1) t= nk/k+(n-1) (5)
Как следует из выражения (5) ,максимум ускорения конвейера достигается при n® ¥ и равно:
Sk®k
Однако реальное ускорение ,как уже указывалось, трудно достижимо из-за зависимости команд по данным, ветвлений, прерываний и других факторов, ограничивающих значение выражения (5).
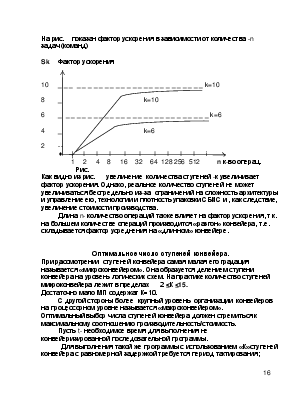
На рис. показан фактор ускорения в зависимости от количества -n
задач (команд)
Sk Фактор ускорения
![]()
![]()
![]()
10 _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ k=10
![]()
 8 _ k=10
8 _ k=10
6 _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ k=6
 4 _ k=6
4 _ k=6
2 -¨
![]()
![]()
![]()
![]()
![]() I
I I I I I I I I i
I
I I I I I I I I i
1 2 4 8 16 32 64 128 256 512 n к-во операц.
Рис.
Как видно из рис. увеличение количества ступеней -к увеличивает фактор ускорения. Однако, реальное количество ступеней не может увеличиваться беспредельно из-за ограничений на сложность архитектуры и управление ею, технологии и плотность упаковки СБИС и , как следствие, увеличение стоимости производства.
Длина n- количество операций также влияет на фактор ускорения, т.к. на большем количестве операций производится «разгон» конвейера, т.е. складывается фактор усреднения на «длинном» конвейере.
Оптимальное число ступеней конвейера.
![]() При рассмотрении ступеней
конвейера самая малая его градация называется «микроконвейером». Она образуется
делением ступени конвейера на уровень логических схем. На практике количество
ступеней микроконвейера лежит в пределах 2£К £15.
При рассмотрении ступеней
конвейера самая малая его градация называется «микроконвейером». Она образуется
делением ступени конвейера на уровень логических схем. На практике количество
ступеней микроконвейера лежит в пределах 2£К £15.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.