2. Проектирование технологического процесса и оборудования для ремонта.
2.1 Проектирование технологического процесса ремонта пневматического группового контактора
2.1.1 Основные неисправности пневматического группового контактора и составление технологической схемы ремонта
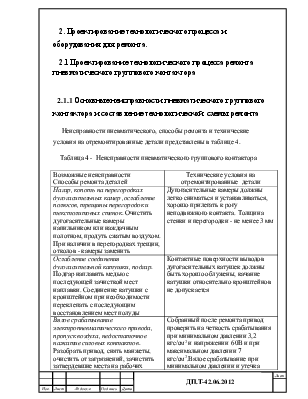
Неисправности пневматического, способы ремонта и технические условия на отремонтированные детали представлены в таблице 4.
Таблица 4 - Неисправности пневматического группового контактора
|
Возможные неисправности Способы ремонта деталей |
Технические условия на отремонтированные детали |
|
Нагар, копоть на перегородках дугогасительных камер ,ослабление полюсов, трещины перегородок и текстолитовых стенок. Очистить дугогасительные камеры напильником или наждачным полотном, продуть сжатым воздухом. При наличии в перегородках трещин, отколов - камеры заменить |
Дугогасительные камеры должны легко сниматься и устанавливаться, хорошо прилегать к рогу неподвижного контакта. Толщина стенки и перегородки - не менее 3 мм |
|
Ослабление соединения дугогасительной катушки, подгар. Подгар наплавить медью с последующей зачисткой мест наплавки. Соединение катушки с кронштейном при необходимости переклепать с последующим восстановлением мест полуды |
Контактные поверхности выводов дугогасительных катушек должны быть хорошо облужены, качание катушки относительно кронштейнов не допускается |
|
Вялое срабатывание электропневматического привода, пропуск воздуха, недостаточное нажатие силовых контактов. Разобрать привод, снять манжеты, очистить от загрязнений, зачистить затвердевшие места на рабочих поверхностях. Кожанные манжеты прожировать в прожировачном составе №12 ТУ МПС. При наличии расслоений, надрывов манжет изготовить новые из технической кожи толщиной 1,6 мм. Общая толщина манжеты не должна быть больше 6 и менее 4 мм. Заготовки-шайбы манжеты изготовлять с наружным диаметром на 17-19 мм больше диаметра самой манжеты |
Собранный после ремонта привод проверить на четкость срабатывания при минимальном давлении 3,2 кгс/см2 и напряжении 60В и при максимальном давлении 7 кгс/см2.Вялое срабатывание при минимальном давлении и утечка воздуха при максимальном давлении не допускается. Прожированные манжеты должны быть упругими, с ровными гладкими краями, темно-коричневого цвета. При небольшой потере эластичности манжеты ее можно восстановить обильным смазыванием смазкой с последующим втиранием. Нажатие контактов при включенном положении аппарата:ПК-753 55-63 кгс |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.