совместное скольжение и перекатывание контактов при их замыкании и размыкании. Скольжением достигается очистка поверхностей контактов от загрязнений и окислов, а перекатывание – удаление рабочих точек от места разрыва и действия электрической дуги. Процесс притирания у каждого аппарата обеспечивается не только величиной провала, но и геометрическими размерами рычагов подвижного контакта, пружиной и формой контактов.
Начальное нажатие контактов – усилие, создаваемое предварительно нажатой пружиной в момент начального касания контактов. Измеряют начальное нажатие при выключенном аппарате. Для этого между контактодержателем подвижного (неподвижного) контакта закладывают бумагу. Динамометром медленно оттягивают контакт до момента высвобождения заложенной бумаги. Показание динамометра в этот момент и будет искомой величиной. Если начальное ниже нормального, возможна вибрация контактов в момент включения аппарата. Начальное нажатие у большинства аппаратов регулируют предварительной затяжкой пружины контакта или подбором контактодержателя соответствующей упругости.
Конечное нажатие контактов – усилие, создаваемое пружиной или приводом между контактами при включенном аппарате. Измеряют эту величину так же, как и начальное нажатие, только бумагу закладывают между подвижным и неподвижным контактами включенного аппарата.
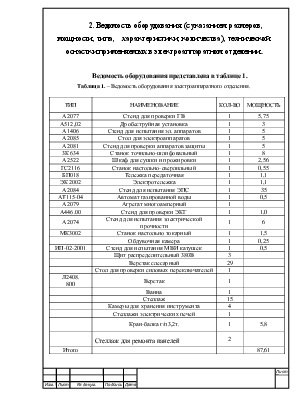
Ведомость объема работ по ремонту.
(Таблица 4.)
|
Наименование детали |
Возможные неисправности |
Возможные методы восстановления |
Обоснованный метод восстановления |
Включение в технологическую документацию |
|
1. Контактодержатель 2. Контакты 3. Катушка 4. Пружины 5.Якорь 6. Дугогасительная камера 7. Изоляционная панель |
Трещины, отколы. Трещины, рако-вины, подплавления, износ паек менее допустимой величины, расслоение. Нарушение плотности изоляции, межвитковое замыкание, затупление грани призматической опоры Потеря упругости , деформация. Трещины, скол Прожог, брызги металла на поверхности стенок, трещины, подгар стенок. Трещины, сколы, раковины. |
Наплавка Напыление Наплавка Зачистка Напыление Опиловка Перемотка Замена изоляции Термическая обработка Наплавка Зачистка Замазка Замазка |
Наплавка Зачистка Опиловка Термическая обработка Наплавка Замазка Замазка |
МК МК, ТИ, КЭ МК, ТИ, КЭ МК, ТИ, КЭ МК |
3.4 Перечень материалов, используемых для ремонта.
При ремонтных работах электромагнитного контактора используются в основном 2 операции: восстановление (зачистка, опиливание, наплавка, наварка, перемотка и напыление) и замена изношенных деталей новыми.
Для снятия электромагнитного контактора используются гаечные ключи, отвертки, молоток.
При подгонке прилегания силовых и блокировочных контактов, зачистку контактной поверхности производят бархатным напильником; зачистка поверхностей наждачной бумагой категорически запрещается.
В случаях использования в ремонтном процессе сварки, сварку рекомендуется вести контактным способом – электроклещами, имеющими угольные губки.
Стыковые линейные контакты с поврежденной рабочей поверхностью (незначительным оплавлением, раковинами, брызгами и т.п.) восстанавливают опиловкой личным напильником.
Для очистки электромагнитного контактора используют безворсовою салфетку, смоченную в бензине Б-70 ГОСТ 1012-54.
Контакты, износившиеся на половину или имеющие серьезные повреждения контактных поверхностей, заменяют новыми или восстанавливают приваркой накладки при всей ширине контакта. Накладку, изготовленную из меди или металлокерамики, приваривают газовой или контактной сваркой. В качестве припоя при приварке медных пластин может служить латунная стружка в смеси с бурой, а при приварке металлокерамических пластин – серебряный припой ПС-2,5 в виде фольги (опилок) с бурой.
Сращивание оборванных проводов и оконцовку проводников производят мягкими и твердыми припоями. Мягкие припои (ПОС-30, ПОС-40) применяют в тех случаях, когда недопустима высокая температура во время пайки из-за близкого расположения не теплостойкой изоляции. Когда требуется хорошая электропроводимость и вязкость паяного шва, применяют серебряные припои (ПС-45, ПС-62. ПС-2,5). После сращивания выводов оголенную часть катушки изолируют.
Между соединяемыми деталями должен быть определенный зазор, который обычно вначале заполняется флюсом для растворения окислов, а в процессе пайки – расплавленным припоем, вытесняющим флюс с растворенными в нем окисными пленками. В качестве флюса при лужении и пайке применяют канифоль в виде порошка или раствора в спирте или бензине.
Небольшие прогары в стенках дугогасительной камеры зачищают и наполняют замазкой, изготовленной из асбоцементного порошка, смешанного с эмалью ГФ-92-ХК или жидким стеклом.
4. Вопросы техники безопасности электроаппаратного
отделения.
Классификация подразделяется по природе действия на группы:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.