|
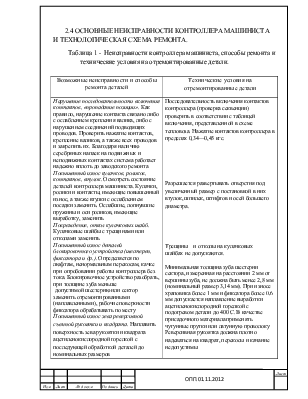
Возможные неисправности и способы ремонта деталей |
Технические условия на отремонтированные детали |
|
Нарушение последовательности включения контактов, «пропадание позиции». Как правило, нарушение контакта связано либо с ослаблением крепления валика, либо с нарушением соединений подводящих проводов. Проверить нажатие контактов, крепление валиков, а также всех проводов и закрепить их. Благодаря наличию серебряных напаек на подвижных и неподвижных контактах система работает надежно вплоть до заводского ремонта Повышенный износ кулачков, роликов, контактов, втулок. Осмотреть состояние деталей контроллера машиниста. Кулачки, ролики и контакты, имеющие повышенный износ, а также втулки с ослаблением посадки заменить. Ослабшие, лопнувшие пружины и оси роликов, имеющие выработку, заменить Повреждение, откол кулачковых шайб. Кулачковые шайбы с трещинами или отколами заменить Повышенный износ деталей блокировочного устройства (шестерен, фиксатора и др.). Определяется по люфтам, ненормальным перекосам, качке при опробовании работы контроллера без тока. Блокировочное устройство разобрать, при толщине зуба меньше допустимой шестерню или сектор заменить отремонтированными (наплавленными), рабочие поверхности фиксатора обрабатывать по месту Повышенный износ зева реверсивной съемной рукоятки и квадрата. Наплавить поверхность зева рукоятки и квадрата ацетиленокислородной горелкой с последующей обработкой деталей до номинальных размеров |
Последовательность включения контактов контроллера (проверка секвенции) проверить в соответствии с таблицей включения, представленной в схеме тепловоза. Нажатие контактов контроллера в пределах 0,34—0,45 кгс. Разрешается развертывать отверстия под увеличенный размер с постановкой в них втулок, шпилек, штифтов и осей большего диаметра. Трещины и отколы на кулачковых шайбах не допускаются. Минимальная толщина зуба шестерни сектора, измеренная на расстоянии 2 мм от вершины зуба, не должна быть менее 2,8 мм (номинальный размер 3,14 мм). При износе храповика более 1 мм и фиксатора более 0,6 мм допускается наплавление выработки ацетиленокислородной горелкой с подогревом детали до 400 С. В качестве присадочного материала применять чугунные прутки или латунную проволоку Реверсивная рукоятка должна плотно надеваться на квадрат, перекосы и качание недопустимы |
2.4 ОСНОВНЫЕ НЕИСПРАВНОСТИ КОНТРОЛЛЕРА МАШИНИСТА И ТЕХНОЛОГИЧЕСКАЯ СХЕМА РЕМОНТА.
Таблица 1 - Неисправности контроллера машиниста, способы ремонта и технические условия на отремонтированные детали.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.