Таким образом, в режиме прерывистого тока объект регулирования контура тока будет иметь вид:
Для настройки на ТО в данном случае необходим н-регулятор.
 , где
, где
![]() ;
;  .
.
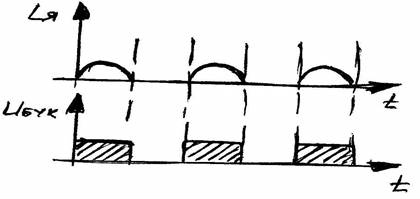
Таким образом, при переходе в режим прерывистого тока регулятор тока должен менять структуру с пропорционально-интегрирующую на интегрирующую. Причем коэффициент передачи регулятора должен изменяться в зависимости от угла проводимости. Подобный регулятор применяется в электроприводах КТЭ. Упрощенная схема одного из вариантов АЕТ
БУК — блок управления контактами.
ЧЭ — чувствительный элемент.
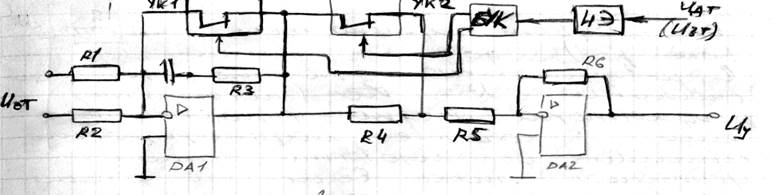
В режиме непрерывного тока большой сигнал с датчика тока приводит к замыканию ключей УК1 и УК2. при этом регулятор имеет пропорционально-интегрирующую структуру, а коэффициент передачи усилителя DA равен:
 .
.
Если
Uдт имеет форму тока якоря, то при _____ безтоковых ___ ЧЭ и БУК
подают команду на размыкание УК1 и работу УК2 в импульсном режиме, при этом
регулятор тока изменяет структуру на интегрирующую. УК2 управляется _______,
управляющее напряжения для которой должно пройти через функциональный
преобразователь (возведение в квадрат, когда  ,
где Тмд — период модулирующего сигнала.
,
где Тмд — период модулирующего сигнала.
С уменьшением λ коэффициент передачи усилителя DA2 будет изменяться от min (при γ = 1) до min значения (при γ = 0), с зависимостью, обратно пропорциональной λ2. Настройку регулятора можно упростить, если в качестве модулирующего сигнала использовать сигнал с датчика тока. Если его форма соответствует форме тока.
На практике, как правило, датчик тока имеет инерционность — углы гальванической разводки и фильтры.
Т. е. его сигнал не соответствует реальной форме тока, поэтому на вход чувствительного элемента подается сигнал задания тока, а сам элемент настраивается на конкретные параметры якорной цепи данного ЭП. Подобные схемы РТ применяют, когда iхх отличный от нуля и угол проводимости λ min ≠ 0.
При использовании в качестве модулирующего сигнала ДТ, коэффициент передачи регулятора будет обратно пропорционален λ.
6. Автоматизация регулирования толщины полосы проката в чистовой группе клетей стана.
Технологической особенностью работы нереверсивных широкополосных прокатных станов явл. Продольная разнотолщинность полосы, которая обусл. Следующими основными причинами:
1. Колебонием толщины и температуры подката входящего в чистовую группу клетей
2. температурным клином, расположенным по длинеполосы, который образуется из-за большего охлаждения заднего конца полосы на промежуточном рольганге в процессе прокатки
3. Пониженной температурой полосы в местах прикосновения блюма с нагревательным элементом печи
4. Прокаткой переднего и заднего концов полосы при напряженном состоянии металла между клетями, отличном от состояния средней части полосы
5. Изменением диаметров валков при нагреве, нагреве самой клети
Все эти причины влияют на толщину полосы при выходе полосы из клети, сказываются при изменении величины давления металла на валки, а следовательно, на изменение упругой деформации клети стана, приводящего к изменению зазора между валками.
В САР толщины полосы в нереверсивных широкополосных прокатных станов горячей прокатки применяют косвенное измерение толщины полосы с использованием функциональных зависимостей от конструктивных и технологических величин, однозначно определяющих толщину полосы. Методы непосредственного измерения толщины полосы после вых. её из клети станов при помощи различных микрометров обладают принципиальным недостатком для САР , заключающимся в транспортном запаздывании. Тоесть измерении толщины после окончании деформации в валках. Такое транспортное запаздывание существенно снижает предел устойчивости и точность работы автоматической системы.
С учетом деформации клети вых. толщина полосы из клети стана определяется уравнением:
Hвых=So+k*P
где:
Hвых-вых толщина полосы после прокатки в валках
So-величина установленного зазора между валками.
k-передаточный коэф. упругости клети
P- давление метала на валки
Давление металла на валки явл. нелин. функцией конструктивных и технологических параметров стана. Для данного стана констр. Параметры явл постоянными величинами, и давление металла на валки P явл. функцией обжатия, величины натяжения полосы между клетями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.