ВВЕДЕНИЕ
Основными задачами современного станкостроения являются: снижение энергопотребления станков, повышение производительности, снижение роли человека в процессе обработки деталей, повышение точности и надежности станков. В этой связи постоянно ведется модернизация оборудования предприятий, более старые узлы заменяются на более новые, более энергоемкие системы заменяются более экономичными, повышается роль микропроцессорной техники в процессе производства, и повышение универсальности станков, и как следствие – возможность производить быструю переналадку производства. Все это несет в себе снижение удельных затрат на производство единицы продукции, что в свою очередь ведет к увеличению прибыли предприятий.
Токарные станки предназначены для обработки поверхностей тел вращения путем снятия стружки. Станки этой группы можно разделить на универсальные и специализированные. Специализированные в отличие от универсальных, выполняют более узкий круг операций. Однако все типы движений в станках этой группы не отличаются друг от друга. Обработка деталей на токарных станках в настоящее время в основном ведется без участия человека, весь процесс резания производится и контролируется системой числового программного управления (ЧПУ). Роль оператора сводится к введению управляющей программы, визуальному наблюдению за процессом обработки, и оператор может обслуживать несколько станков одновременно. Нужно отметить, что точность и производительность станков с ЧПУ очень высокая. Поэтому развитие этого направления в станкостроении является очень перспективным.
Процесс точения на станках токарной группы производится при требуемых режимах резания, определяемых величинами глубины резания, подачи и скорости резания. Скорость резания зависит от качества обрабатываемого материала, материала резца и геометрии его режущей кромки. Токарную обработку стараются производить с экономически выгодной скоростью резания, обеспечивающей максимальную производительность процесса точения при требуемой чистоте поверхности и заданной стойкости резца. При этом максимально используют станок и инструмент.
Из всего этого следует, что привод главного движения имел очень низкую статическую погрешность скорости, а требуемая мощность при обработке как можно больше была приближена с номинальной мощности двигателя. Иначе, если мощность будет занижена, то процесс обработки будет производиться с низким коэффициентом полезного действия, а следовательно будут увеличиваться затраты на электроэнергию. В случае превышения требуемой мощности над мощностью двигателя, он будет перегреваться и его срок службы сократится.
Из всего вышесказанного следует, что расчет и перенастройка электроприводов металлорежущих станков является в современных условиях довольно актуальной задачей. В некоторых случаях экономический эффект достигнутый в результате переналадки или модернизации является довольно ощутимым в рамках всего предприятия.
1. КРАТКОЕ ТЕХНОЛОГИЧЕСКОЕ ОПИСАНИЕ МЕХАНИЗМА
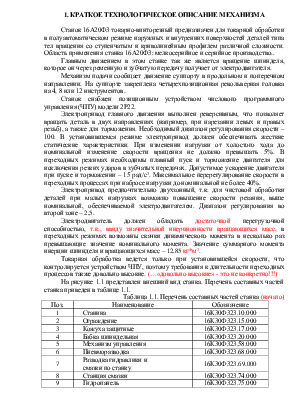
Станок 16А20Ф3 токарно-винторезный предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности. Область применения станка 16А20Ф3: мелкосерийное и серийное производство..
Главным движением в этом станке так же является вращение шпинделя, которое он через ременную и зубчатую передачу получает от электродвигателя.
Механизм подачи сообщает движение суппорту в продольном и поперечном направлении. На суппорте закреплена четырехпозиционная револьверная головка на 4, 8 или 12 инструментов.
Станок снабжен позиционным устройством числового программного управления (ЧПУ) модели 2Р22.
Электропривод главного движения выполнен реверсивным, что позволяет вращать деталь в двух направлениях (например, при нарезании левых и правых резьб), а также для торможения. Необходимый диапазон регулирования скорости – 100. В установившемся режиме электропривод должен обеспечивать жесткие статические характеристики. При изменении нагрузки от холостого хода до номинальной изменение скорости вращения не должно превышать 5%. В переходных режимах необходимы плавный пуск и торможение двигателя для исключения резких ударов в зубчатых передачах. Допустимое ускорение двигателя при пуске и торможении – 15 рад/с2. Максимальное перерегулирование скорости в переходных процессах при набросе нагрузки до номинальной не более 40%.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.