Методические указания по выполнению
лабораторной (практической) работы № ___2____
Определение погрешности базирования валов
при их установке в призме и при установке детали на два пальца (цилиндрический и ромбический).
_____________________________________________________________________________
Специальность _____151001______
Выполнил студент(ка) |
|
|
Проверил преподаватель |
/ / |
|
(Подпись) (ФИО) |
|
|
«_______» _________________200___г. |
Цель работы:
Приобретение студентами основных навыков работы в определении погрешностей базирования валов при их установке в призме и при установке детали на 2 пальца (цилиндрический и ромбический).
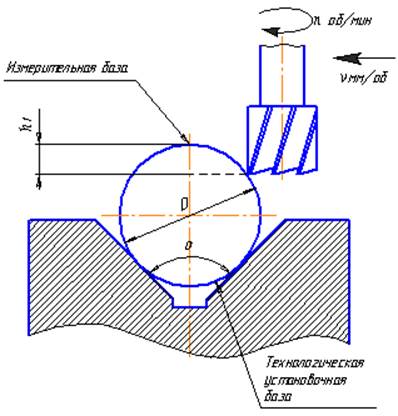
Задание №1 Определение погрешности базирования валов при их установке в призме.
Исходные данные:
1. Из таблицы №1
· D - диаметр вала, мм
· L – длина вала, мм
· α – угол наклона призмы, ° град.
2. Обрабатываемая поверхность.
3. Измерительная база.
4. Поверхности заготовки, используемые в качестве установочных технологических баз (У.Т.Б)
Варианты к заданию №1.
Таблица №1
|
№ п/п |
D, мм |
Квалитет точности |
L, мм |
α, ° град. |
№ п/п |
D, мм |
Квалитет точности |
L, мм |
α, ° град. |
|
1. |
45 |
h6 |
100 |
60 |
16. |
95 |
f7 |
190 |
60 |
|
2. |
55 |
f7 |
110 |
90 |
17. |
95 |
h6 |
195 |
90 |
|
3. |
65 |
d9 |
130 |
120 |
18. |
75 |
d9 |
155 |
120 |
|
4. |
55 |
h6 |
115 |
60 |
19. |
105 |
h6 |
210 |
60 |
|
5. |
45 |
f7 |
110 |
90 |
20. |
115 |
f7 |
230 |
90 |
|
6. |
55 |
h6 |
120 |
120 |
21. |
125 |
h6 |
250 |
120 |
|
7. |
65 |
f7 |
135 |
60 |
22. |
115 |
f7 |
235 |
60 |
|
8. |
65 |
h6 |
140 |
90 |
23. |
105 |
h6 |
215 |
90 |
|
9. |
45 |
d9 |
90 |
120 |
24. |
115 |
d9 |
240 |
120 |
|
10. |
75 |
h6 |
140 |
60 |
25. |
125 |
h6 |
255 |
60 |
|
11. |
85 |
f7 |
170 |
90 |
26. |
125 |
f7 |
260 |
90 |
|
12. |
95 |
d9 |
190 |
120 |
27. |
105 |
d9 |
220 |
120 |
|
13. |
85 |
h6 |
175 |
60 |
28. |
135 |
h6 |
270 |
60 |
|
14. |
75 |
f7 |
150 |
90 |
29. |
145 |
f7 |
290 |
90 |
|
15. |
85 |
h6 |
180 |
120 |
30. |
145 |
d9 |
310 |
120 |
 |
Задание №2 Определение погрешности базирования при установке детали на 2 пальца (цилиндрический и ромбический)
Исходные данные:
1. Эскиз детали, установленной на 2 пальца (рис.1).
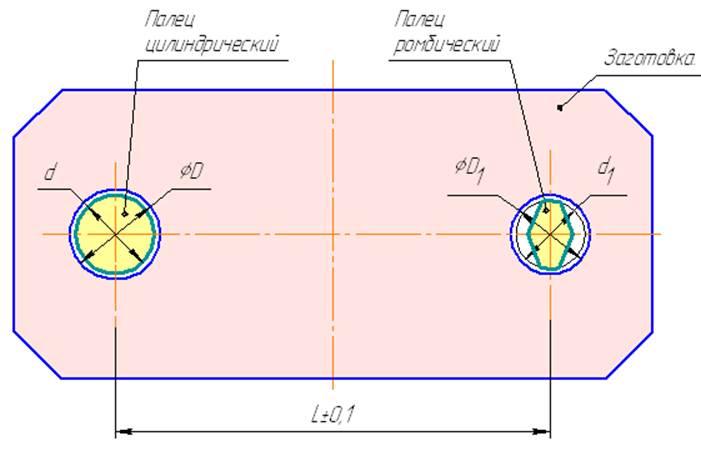
рис.1
2. Из таблицы №2
· D – диаметр отверстия детали, мм
· D1 – диаметр отверстия детали, мм
· L – межцентровое расстояние между отверстиями в детали, мм
Варианты к заданию №2.
Таблица №2
|
№ п/п |
D, мм |
D1, мм |
L мм |
№ п/п |
D, мм |
D1, мм |
L мм |
|
1. |
15Н12 |
10 Н14 |
60 |
16. |
30Н10 |
25Н12 |
80 |
|
2. |
16 Н12 |
11Н14 |
70 |
17. |
32Н10 |
25Н12 |
90 |
|
3. |
17 Н12 |
12Н14 |
80 |
18. |
33Н10 |
26Н12 |
100 |
|
4. |
18 Н10 |
13Н12 |
60 |
19. |
34Н12 |
27Н14 |
80 |
|
5. |
19 Н10 |
14Н12 |
70 |
20. |
35Н12 |
28Н14 |
90 |
|
6. |
20Н10 |
15 Н12 |
80 |
21. |
36Н12 |
29Н14 |
100 |
|
7. |
21Н12 |
16Н14 |
60 |
22. |
37Н10 |
30Н12 |
80 |
|
8. |
22Н12 |
17Н14 |
70 |
23. |
38Н10 |
31Н12 |
90 |
|
9. |
23 Н12 |
18Н14 |
80 |
24. |
39Н10 |
32Н12 |
100 |
|
10. |
24 Н10 |
19Н12 |
60 |
25. |
40Н12 |
33Н14 |
80 |
|
11. |
25Н10 |
20Н12 |
70 |
26. |
41Н12 |
34Н14 |
90 |
|
12. |
26 Н10 |
21Н12 |
80 |
27. |
42Н12 |
35Н14 |
100 |
|
13. |
27Н12 |
22Н14 |
60 |
28. |
43Н10 |
36Н12 |
80 |
|
14. |
28Н12 |
23Н14 |
70 |
29. |
44Н10 |
37Н12 |
90 |
|
15. |
29 Н12 |
24Н14 |
80 |
30. |
45Н10 |
38Н12 |
100 |
Установку заготовок с базированием на отверстия производят на пальцы (рис.2) и оправки. Дополнительной базой служит торец заготовки, определяющий ее положение по длине, а также различные элементы (шпоночная канавка, радиальное отверстие и пр.), координирующие угловое положение заготовки.
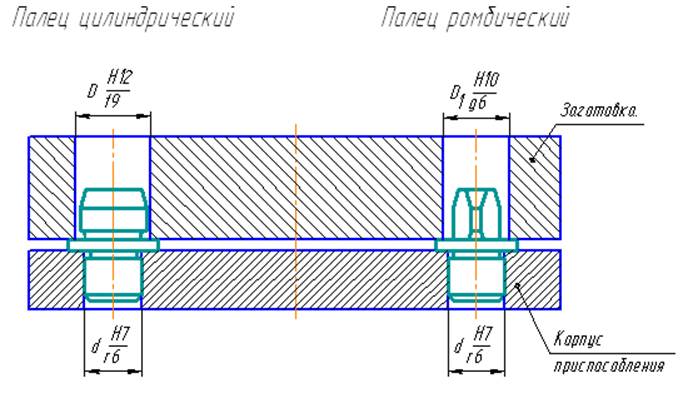
рис.2
Постоянные
пальцы запрессовываются в корпус приспособления по посадке![]() , а диаметры их
установочных поверхностей выполняются по полям допуска f6…
f9 или g6… g9 (от 9 до 6 квалитета) в зависимости от
требуемой точности базирования (рис.3).
, а диаметры их
установочных поверхностей выполняются по полям допуска f6…
f9 или g6… g9 (от 9 до 6 квалитета) в зависимости от
требуемой точности базирования (рис.3).
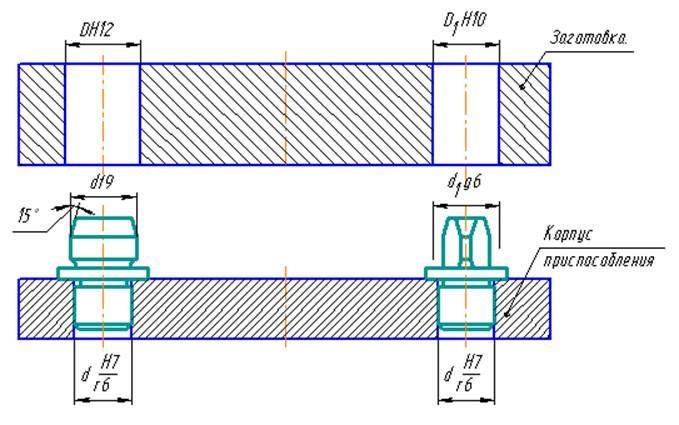
рис.3
В практической работе диаметры установочных пальцев и квалитеты точности принять, самостоятельно учитывая вышесказанное.
Например:
Размеры установочных пальцев: Ø10![]() ; Ø25
; Ø25![]() ; Ø40
; Ø40![]() ; Ø27
; Ø27![]()
Порядок проведения работы (план):
Задание №1 Определение погрешности базирования валов при их установке в призме.
2.1. измерительные базы.
2.2. установочно-технологические базы (У.Т.Б)
Задание №2 Определение погрешности базирования при установке детали на 2 пальца (цилиндрический и ромбический)
Содержание отчета:
Задание №1 Определение погрешности базирования валов при их установке в призме.
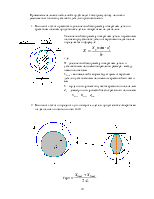
Предельно допустимая нагрузка на призму по условиям контактной прочности определяется по формуле:
Q
= 0, 7· b · D ![]()
где b – длина контакта заготовки детали с призмой, мм.
D – диаметр заготовки детали, мм.
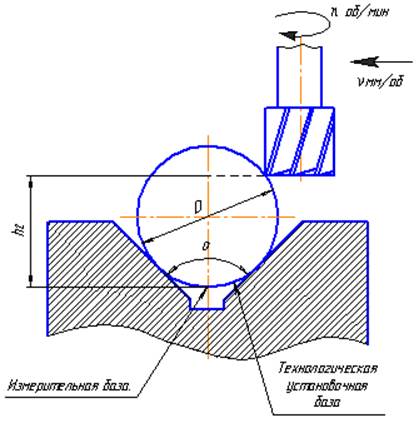
Схема №1.
Верхняя образующая вала (линия),
связанная с обрабатываемой поверхностью размером h1
![]() -
расстояние между верхними точками предельных размеров валов.
-
расстояние между верхними точками предельных размеров валов.
Определим величины погрешностей базирования по формуле:
![]() =
= ![]() D·
D·![]() ,
[мм], где
,
[мм], где ![]() D – допуск на размер вала (разность между наибольшим и
наименьшим размером), мм;
D – допуск на размер вала (разность между наибольшим и
наименьшим размером), мм;
![]() -
коэффициент
-
коэффициент
где α - рабочие поверхности призмы.
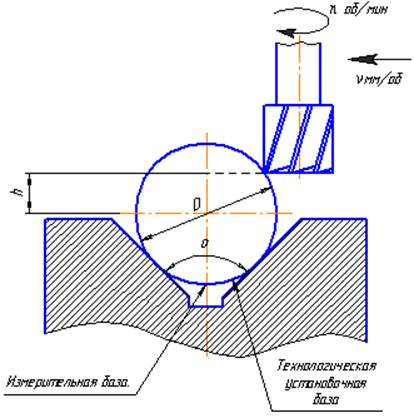
Схема №2.
Верхняя образующая вала (линия),
связанная с обрабатываемой поверхностью размером h1
![]() -
расстояние между нижними точками предельных диаметров.
-
расстояние между нижними точками предельных диаметров.
Определим величины погрешностей базирования по формуле:
![]() =
= ![]() D·
D·![]() ,
[мм], где
,
[мм], где ![]() D – допуск на размер вала (разность между наибольшим и
наименьшим размером), мм;
D – допуск на размер вала (разность между наибольшим и
наименьшим размером), мм;
![]() -
коэффициент
-
коэффициент
![]() =
=  ;
;
где α - рабочие поверхности призмы.
Схема №3.
Ось вала, связанная с обрабатываемой поверхностью размером h
![]() -
расстояние между их осями.
-
расстояние между их осями.
Определим величины погрешностей базирования по формуле:
![]() =
= ![]() D·
D·![]() ,
[мм], где
,
[мм], где ![]() D – допуск на размер вала (разность между наибольшим и
наименьшим размером), мм;
D – допуск на размер вала (разность между наибольшим и
наименьшим размером), мм;
![]() -
коэффициент
-
коэффициент
![]() =
=  ;
;
где α - рабочие поверхности призмы.
Задание №2 Определение погрешности базирования при установке детали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.