

4.Использование изделия в производственных условиях
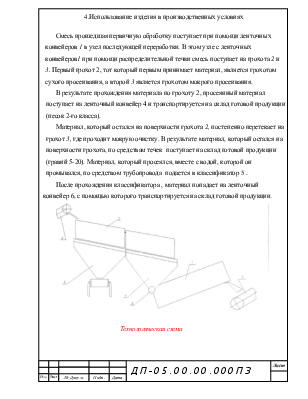
Смесь прошедшая первичную обработку поступает при помощи ленточных конвейеров 1 в узел последующей переработки. В этом узле с ленточных конвейеров1 при помощи распределительной течки смесь поступает на грохота 2 и 3. Первый грохот 2, тот который первым принимает материал, является грохотом сухого просеивания, а второй 3 является грохотом мокрого просеивания.
В результате прохождения материала по грохоту 2, просеянный материал поступает на ленточный конвейер 4 и транспортируется на склад готовой продукции (песок 2-го класса).
Материал, который остался на поверхности грохота 2, постепенно перетекает на грохот 3, где проходит мокрую очистку. В результате материал, который остался на поверхности грохота, по средствам течек поступает на склад готовой продукции (гравий 5-20). Материал, который просеялся, вместе с водой, которой он промывался, по средством трубопровода подается в классификатор 5 .
После прохождения классификатора , материал попадает на ленточный конвейер 6, с помощью которого транспортируется на склад готовой продукции.
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image001.jpg)
Технологическая схема
4.2 Материальный баланс линии.
Часовая производительность завода
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image002.gif)
где ![]() производительность
завода
производительность
завода ![]()
![]() число
часов чистого времени работы завода в году
число
часов чистого времени работы завода в году
Производительность классификационного отделения с учетом потеть на складе готовой продукции.
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image006.gif)
где ![]() потери
гравийно-песчаной смеси на складе готовой продукции
потери
гравийно-песчаной смеси на складе готовой продукции
Производительность классификационного отделения с учетом потерь при классификации
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image008.gif)
Операция мокрого грохочения
Выход подрешетного продукта при мокром грохочении=40% от общей производительности грохота
![]() т/ч
т/ч
Выход подрешетного продукта:
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image010.gif) т/ч
т/ч
Производительность классификационного отделения с учетом потерь при грохочении.
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image011.gif) т/ч
т/ч
Операция сухого грохочения
Выход надрешетного продукта при сухом грохочении=60% от общей производительности грохота
![]() т/ч
т/ч
Выход подрешетного продукта:
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image013.gif) т/ч
т/ч
Количество гравийно-песчаной смеси поступающей на завод с учетом потерь при сухом грохочении
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image014.gif)
4.3. Подбор технологического оборудования
Исходя из задания дипломного проекта
производительность классификатора равна ![]() подберем
технологическое оборудование подготовительного отделения.
подберем
технологическое оборудование подготовительного отделения.
4.3.1. Подбор ленточного конвейера
Расчёт ширины ленты отводящего конвейера
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image016.gif)
где ![]() -
плотность материала,
кг/м
-
плотность материала,
кг/м![]()
![]() -
скорость
движения ленты,м/с
-
скорость
движения ленты,м/с
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image020.gif)
где φ – угол естественного откоса материала.
Принимаем ширину ленты b=1260 мм
Расчёт ширины ленты конвейера 4
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image021.gif)
где ![]() -
плотность материала,
кг/м
-
плотность материала,
кг/м![]()
![]() -
скорость
движения ленты, м/с
-
скорость
движения ленты, м/с
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image022.gif)
Расчёт ширины ленты подводящих конвейеров
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image023.gif)
де ![]() -
плотность материала,
кг/м
-
плотность материала,
кг/м![]()
![]() -
скорость
движения ленты, м/с
-
скорость
движения ленты, м/с
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image024.gif)
Принимаем 2 конвейера с шириной ленты b=1680мм
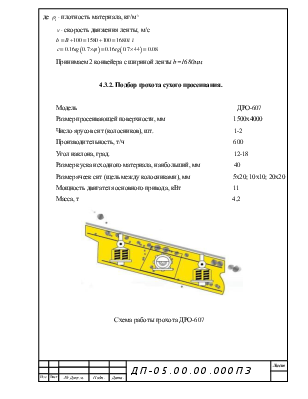
4.3.2. Подбор грохота сухого просеивания.
Модель ДРО-607
Размер просеивающей поверхности, мм 1500х4000
Число ярусов сит (колосников), шт. 1-2
Производительность, т/ч 600
Угол наклона, град. 12-18
Размер куска исходного материала, наибольший, мм 40
Размер ячеек сит (щель между колосниками), мм 5х20; 10х10; 20х20
Мощность двигателя основного привода, кВт 11
Масса, т 4,2
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image025.jpg)
Схема работы грохота ДРО-607
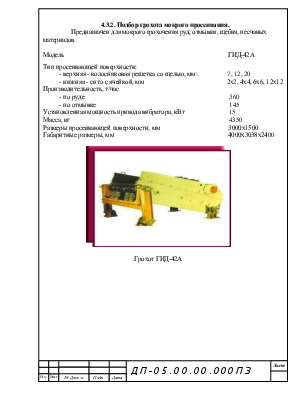
4.3.2. Подбор грохота мокрого просеивания.
Предназначен для мокрого грохочения руд, отмывки, щебня, песчаных материалов.
Модель ГИД-42А
Тип просеивающей поверхности:
- верхняя - колосниковая решетка со щелью, мм: 7, 12, 20
- нижняя - сито с ячейкой, мм 2х2, 4х4, 6х6, 12х12
Производительность, т/час
- по руде 360
- по отмывке 145
Установленная мощность привода вибратора, кВт 15
Масса, кг 4350
Размеры просеивающей поверхности, мм 3000х1500
Габаритные размеры, мм 4000х3038х2400
/Сепаратор%20винтовой/записка/рухля%20и%20е.doc.files/image026.jpg)
Грохот ГИД-42А
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.