

Опробование и контроль осуществляют по любому процессу обогащения, так как соответствующими измерениями возможно определение качества исходных и полученных продуктов и расчет технологических показателей.
Система опробования и контроля позволяет осуществлять правильную объективную оценку эффективности ведения технологического процесса.
Данные, полученные в ходе опробования и контроля, используются с целью:
- управления процессом обогащения;
- составления технологических и товарных балансов;
- расчета с поставщиками и потребителями товарной продукции;
- анализа работы фабрики;
- разработки мероприятий по совершенствованию процессов обогащения;
- исследования полезных ископаемых на обогатимость.
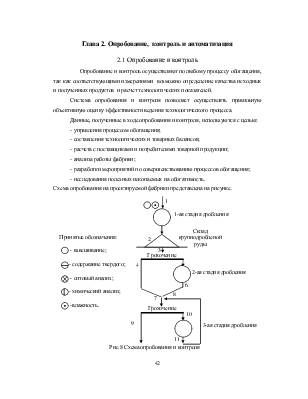
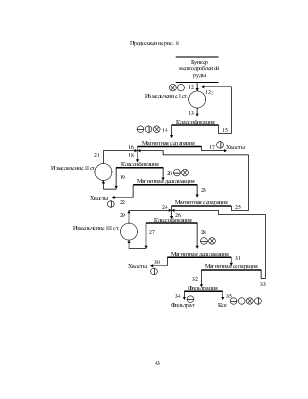
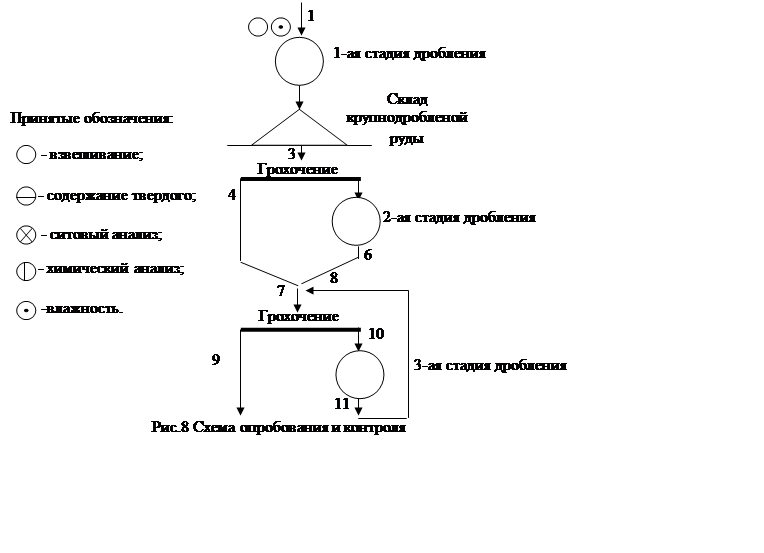
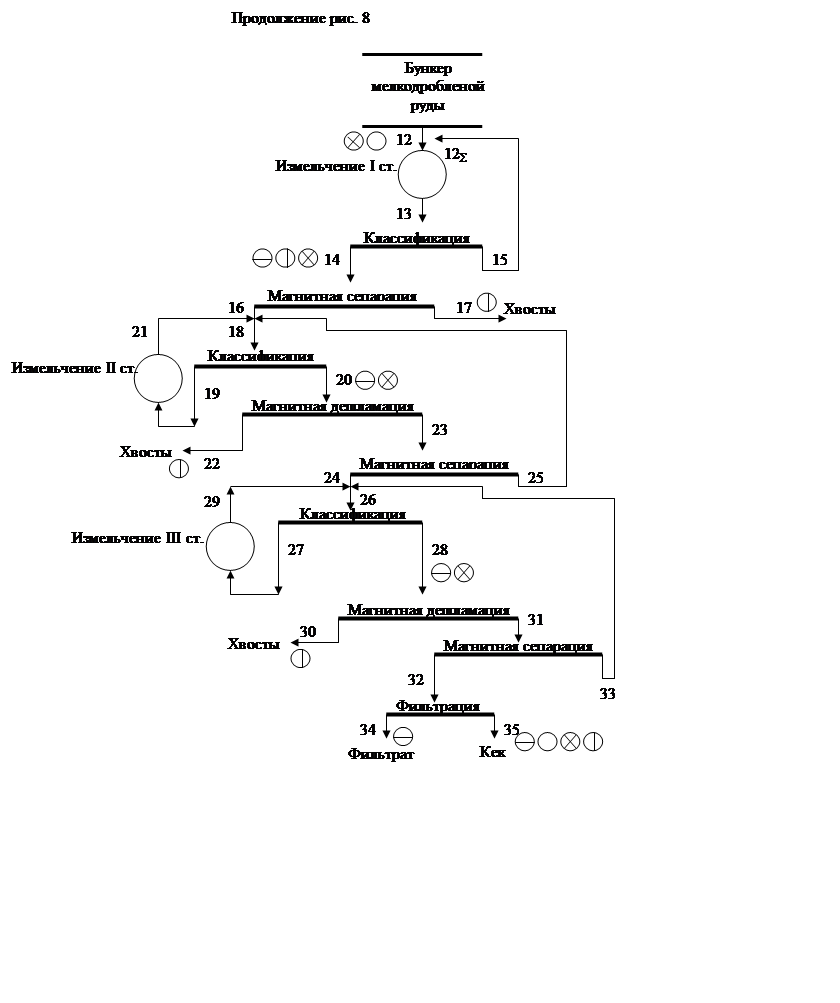
Схема опробования на проектируемой фабрики представлена на рисунке.
 |
|
|||||||||||
|
|||||||||||
 |
|||||||||||
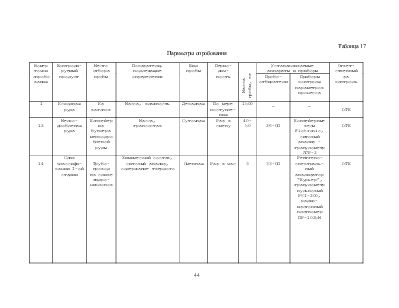
Таблица 17
Параметры опробования
|
Номер точки опробования |
Контроли-руемый продукт |
Место отбора пробы |
Показатели, подлежащие определению |
Вид пробы |
Перио- дич- ность |
Масса пробы, кг |
Устанавливаемые аппараты и приборы |
Ответ-ственный за контроль |
|
|
Пробо-отбиратели |
Приборы контроля параметров процесса |
||||||||
|
1 |
Исходная руда |
Из вагонов |
Масса, влажность |
Декадная |
По мере поступле-ния |
1500 |
_ |
_ |
ОТК |
|
12 |
Мелко- дробленая руда |
Конвейер из бункера мелкодробленой руды |
Масса, грансостав |
Суточная |
Раз в смену |
40-50 |
26-ОП |
Конвейерные весы Flotronic, ситовый анализ - гранулометр АГР-2 |
ОТК |
|
14 |
Слив классифи-кации I-ой стадии |
Трубо-провод на сливе гидро-циклонов |
Химический состав, ситовый анализ, содержание твердого |
Сменная |
Раз в час |
3 |
33-ОП |
Рентгено-спектраль-ный анализатор “Курьер", гранулометр пульповый PSI-200, радио-изотопный плотномер ПР-1025М |
ОТК |
|
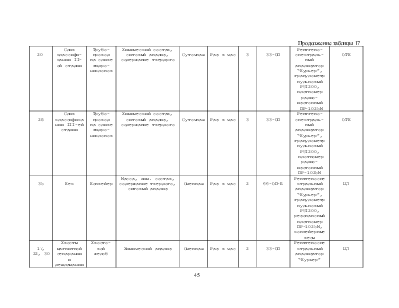
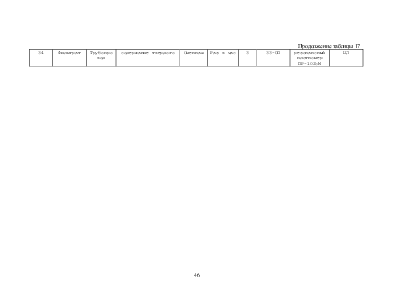
Продолжение таблицы 17 |
|||||||||
|
20 |
Слив классифи-кации II-ой стадии |
Трубо-провод на сливе гидро-циклонов |
Химический состав, ситовый анализ, содержание твердрго |
Суточная |
Раз в час |
3 |
33-ОП |
Рентгено-спектраль-ный анализатор “Курьер", гранулометр пульповый PSI200, плотномер радио-изотопный ПР-1025М |
ОТК |
|
28 |
Слив классификации III-ей стадии |
Трубо-провод на сливе гидро-циклонов |
Химический состав, ситовый анализ, содержание твердого |
Суточная |
Раз в час |
3 |
33-ОП |
Рентгено-спектраль-ный анализатор “Курьер", гранулометр пульповый PSI200, плотномер радио-изотопный ПР-1025М |
ОТК |
|
35 |
Кек |
Конвейер |
Масса, хим. состав, содержание твердого, ситовый анализ |
Сменная |
Раз в час |
2 |
66-ОП-Б |
Рентгеноспектральный анализатор “Курьер", гранулометр пульповый PSI200, резонансный плотномер ПР-1025М, конвейерные весы |
ЦЛ |
|
17, 22, 30 |
Хвосты магнитной сепарации и дешламации |
Хвосто- вой желоб |
Химический анализ |
Сменная |
Раз в час |
2 |
33-ОП |
Рентгеноспектральный анализатор “Курьер" |
ЦЛ |
|
Продолжение таблицы 17 |
|||||||||
|
34 |
Фильтрат |
Трубопровод |
содержание твердого |
Сменная |
Раз в час |
3 |
33-ОП |
резонансный плотномер ПР-1025М |
ЦЛ |
2.2 Автоматизация
Автоматизация─ наиболее эффективное средство достижения уровня и темпов производства, обеспечивающих создание материально-технической базы, высокой производительности труда.
Автоматическое управление - это осуществление на объекте управления совокупности управляющих воздействий, выбранных из множества возможных на основании имеющейся информации и направленных на поддержание или улучшение функционирования этого объекта с целью управления.
В настоящее время решены проблемы контроля важнейших показателей обогатительных процессов, разработаны и внедрены системы стабилизации технологического процесса. Осуществляется переход к системам управления на основе вычислительных машин. Автоматизированные системы управления должны решать следующие задачи:
─ контроль параметров процесса, включая все виды автоматического измерения технологических параметров с помощью аналоговых или дискретных датчиков, ручной контроль параметров, не поддающихся автоматическому измерению;
─ централизованный сбор и первичную обработку информации от датчиков параметров процесса;
─ представление информации на устройствах отображения для оценки и ведения технологического процесса;
─ расчет технико-экономических показателей.
2.2.1 Контроль и регулирование процесса дробления
1. Системы контроля:
─ минимального уровня руды в бункере;
─ состояния подшипников дробилок и проток в них масла;
─ количества переработанной руды после крупного дробления и после промежуточных емкостей;
─ заполнения бункеров и складов по их верхнему уровню
─ мощности, потребляемой приводом дробилки.
2. Системы регулирования:
─ загрузки рудой дробилок среднего и мелкого дробления;
─ размера щели дробилок;
─ мощности, потребляемой приводом дробилки.
2.2.2 Контроль и регулирование процесса измельчения
1. Системы контроля:
─ мощности потребляемой мельницами;
─ расхода руды на секцию;
─ расхода воды в мельницах и зумпфах;
─ уровня пульпы в зумпфах насосов гидроциклонов;
─ плотности пульпы на сливе гидроциклонов;
─ грансостава на сливе гидроциклонов.
2. Системы регулирования:
─ воды, подаваемой в мельницу;
─ уровня пульпы в зумпфах изменением числа оборотов насоса
─ воды, подаваемой в зумпф;
─ расхода руды, подаваемой в мельницу;
─ шарового заполнения мельниц по потребляемой мощности.
2.2.3 Контроль и регулирование процесса мокрой магнитной сепарации
1. Система контроля:
─ содержания твердого в питании сепараторов.
2. Система регулирования:
─ подачи дополнительной воды в ванну сепаратора.
2.2.4 Контроль и регулирование процесса фильтрации
1. Системы контроля:
─ влажности кека;
─ давления сжатого воздуха и величины вакуума;
─ плотности исходной пульпы.
2. Системы регулирования:
─ подачи сжатого воздуха, величины вакуума;
─ подачи промывной воды.
9.3 Функциональная схема автоматизации процесса измельчения
В составе АСУ ТП ОФ разработана функциональная схема автоматизации процесса измельчения.
Дадим описание контроля и регулирования уровня пульпы в зумпфах.
Сигнал с ультразвукового датчика пульпы ”Эхо” ( позиция 8а, 16а, 21а), установленного на зумпфе, после преобразования в токовый унифицированный сигнал 0 – 5 µА, поступает в микроконтроллер “GE Fanuc”, где сравнивается с заданным значением уровня пульпы. При расхождении текущего значения с заданным, полученный разбаланс в микроконтроллере в соответствии с заданным законом управления преобразуется в управляющий сигнал, величина и фаза которого соответствует величине и знаку разбаланса.
Тиристорный преобразователь частоты (позиция 8в, 16в, 21в) воздействует на двигатель привода насоса ГЦ, уменьшая или увеличивая частоту вращения последнего до тех пор, пока текущее значение уровня не сравняется с заданным.
Аналогично работают контура стабилизации подачи руды в мельницы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.